安徽蓄热式焚烧炉
关键词: 安徽蓄热式焚烧炉 蓄热式焚烧炉

 2024.09.17
2024.09.17
文章来源:
半导体行业的VOCs废气主要来源于光刻、显影、蚀刻和扩散等。在这些工艺中,要用有机溶液(如异丙醇)清洗晶片表面,其挥发产生的废气是有机废气的来源之一。同时,光刻和蚀刻中使用的光刻胶(光致抗蚀剂)含有挥发性有机溶剂,如醋酸丁酯,在晶片加工过程中也会挥发到大气中,是有机废气的另一个来源。 半导体工业中使用的清洗剂、显影剂、光刻胶、蚀刻液等溶剂中含有大量的有机成分。在此过程中,这些有机溶剂大部分挥发到废气中。目前,吸附、焚烧或两种方法的组合通常用于这种气体排放。一般用沸石轮吸附,蓄热式焚烧炉焚烧。 焚烧也应用于半导体工业,处理各种有机废气,并通过热氧化将有机物质转化为CO2和水。同时焚烧也是一种处理废气的好方法,有稳定的流量和浓度。在热氧化中,有机废气流被加热,气相中的有机物被氧化。为了节省燃料的使用,通常使用热交换器来回收焚烧产生的热量,以预热输入的气体。这种方法通常用于处理大流量、低浓度的气体。因为半导体行业废气焚烧会产生SiO2,使催化剂钝化,所以接触氧化很少用于半导体行业!作为环保领域的重要设备,蓄热式焚烧炉在化工、石油、制药等行业得到广泛应用。安徽蓄热式焚烧炉

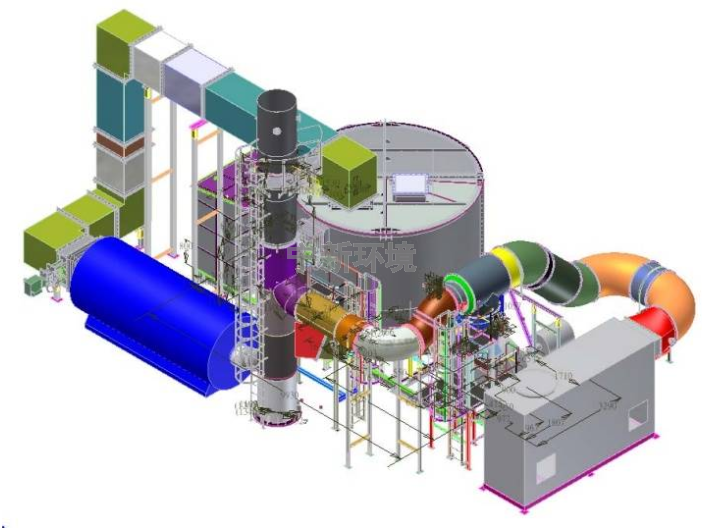
蓄热式焚烧炉是一种高效的有机废气处理设备。其工作原理是将有机废气加热到760摄氏度以上,使废气中的挥发性有机化合物(VOCs)被氧化分解为二氧化碳和水。 氧化过程中产生的热量储存在特殊的陶瓷蓄热器中,加热到“蓄热”。 陶瓷蓄热体储存的热量用于预热后续的有机废气,这是陶瓷蓄热体的“放热”过程,从而节省了废气加热过程中的燃料消耗。 大量工程应用表明,三床蓄热式焚烧炉对VOCs的分解效率可达99%,综合热效率可达95%,进出口温差约为40,阀门开关时排气管压力波动为25pa。 三床蓄热式焚烧炉的VOCs浓度不能超过5g/m3,否则会超过京沪当地的排放标准。 此外,由于其比表面积大,自身运行散热也大,减少了可再利用的余热!陕西涂装蓄热式焚烧炉厂家374883 RTO燃烧器的调节比达到1:20,实时且准确的调节温度。

在各种承压设备和管道中,我们经常可以看到其上安装有安全泄压装置,包括爆破片、安全阀、泄压阀等安全装置。当系统超压时,安全泄压装置能及时泄压,保护设备。由于这种安全装置具有结构简单、灵敏准确、无泄漏、泄压能力强等优点,可在粘性、低温和高温环境下工作,应用于化工、石油、轻工、冶金、核电和航空等领域。在废气处理领域,由于蓄热式焚烧炉内部的环境往往是高温和相对高压,为了避免炉内压力突然升高引起的炉体爆破,r to通常根据各种安全泄压装置的优缺点,在设计之初就选择在炉体上安装爆破片或泄压阀。一方面可以保护整个RTO设备;另一方面可以保证RTO附近工作人员的生命财产安全。
“VOCs处理项目的处理能力应根据VOCs处理能力确定,设计风量应按废气排放量的105~120%以上设计”;一般来说会设置储备系数,根据实际工况在1.1-1.2之间。 “两室蓄热式焚烧炉的净化效率不应低于95%,多室或回转蓄热式燃烧装置的净化效率不应低于98%。”目前的现状是三室RTO设备需求量较大。如果业主在合同中对净化效率有要求,如果有更高的要求,比如99%,就要慎重承诺。 “蓄热式焚烧装置的热回收效率”,很多人会在热回收效率的计算上犯错误。热回收效率的基本定义是蓄热式焚烧装置中预热废气的实际利用热量与可用热量的比值,即:燃烧室温度-蓄热装置出口排气温度/燃烧室温度-蓄热装置入口的排气温度。 应按要求设置自动报警和保护装置。比如前段时间分享的文章都提到了以下几个部分:精细化工RTO系统的主体设计要特别注意这五点;化学VOCs焚烧RTO系统调试中应注意的问题。我公司可以生产市面上所有的废气热氧化装!
在我国石化行业,其废气成分复杂,产生的废气有毒、来源广、有害、种类多、处理难度大。因此,石化废气处理技术问题亟待解决。蓄热式焚烧炉已应用于石油化工行业,常作为废气处理的终端设备。当使用RTO处理废气时,需要去除一些组件。旋转RTO无法处理的废气,如二氧化氮·二氧化硫、硫化氢、氨气等有毒有害气体,采用吸附或过滤法吸收,对RTO有害的油雾、酸雾采用玻璃纤维过滤法过滤去除,然后进入RTO设备氧化转化为无毒的二氧化碳和水。这种组合方式已经在石化行业得到应用,技术也比较成熟。一直致力于空气净化技术的研发与设计!内蒙古三塔式蓄热式焚烧炉维修
目前是一种很可靠的VOC处理设备!安徽蓄热式焚烧炉
将可燃气体检测仪的分析信号、压力信号接入蓄热式焚烧炉RTO的编程控制系统,正常投加相关逻辑,各程序具备控制阀的程控电气、气体信号,可燃气体浓度,用空气强制稀释或直接排放; 调整各参数的设定,使RTO处于自动运行状态。 制定符合企业实际生产情况的安全操作规程和运行管理制度,培训员工进行开、停及紧急状态的操作 做好检查记录,地线、道岔、断路器、酸(碱)处理单元、RTO公用工程等的检查、维护; 同时统一管理生产中的工作,避免各厂(工段)同时投料、同时蒸)精馏,含有机物废气集中排放,尽量保持废气浓度、气量相对稳定; 定期检查(标准)各传感器,如温度、压力、液位、pH计、可燃气体检测器等,确保RTO运行处于程序控制状态。 目前,由于RTO系统在运行使用中设计基础资料不完整,设计本身存在缺陷,程序控制主要集中在RTO主机上,不含可燃气体检测信号; 也有操作失误导致的火灾、爆燃等安全问题。 企业和RTO供应商在设计初期应做好基础资料的收集、确认、利用,提高RTO本身的安全设计水平,同时企业应加强对RTO的操作、维护、管理,及时消除风险,确保安全!安徽蓄热式焚烧炉





- 河北锂电池蓄热式焚烧炉价格 2024-09-18
- 黑龙江制药蓄热式焚烧炉公司 2024-09-18
- 湖南涂布蓄热式焚烧炉设备 2024-09-18
- 陕西蓄热式焚烧炉RTO 2024-09-18
- 北京三塔蓄热式焚烧炉 2024-09-18
- 云南涂装蓄热式焚烧炉设备厂家 2024-09-18
- 北京三塔蓄热式焚烧炉RTO 2024-09-17
- 青海三床蓄热式焚烧炉生产厂家 2024-09-17




- 01 广东气动阀门批发
- 02 湖北幼儿园甲醛检测哪家好
- 03 马鞍山化工纯水设备
- 04 江苏除味一体扰流喷淋除臭设备厂家电话
- 05 重庆建设项目气浮机
- 06 金华管线净水机售后
- 07 丽水专业生产螺旋风管专注通风管道生产10余年
- 08 广西酸洗磷化污水处理厂家
- 09 安徽螺旋气力输送阀门怎么选
- 10 福建反冲洗浅层砂过滤器