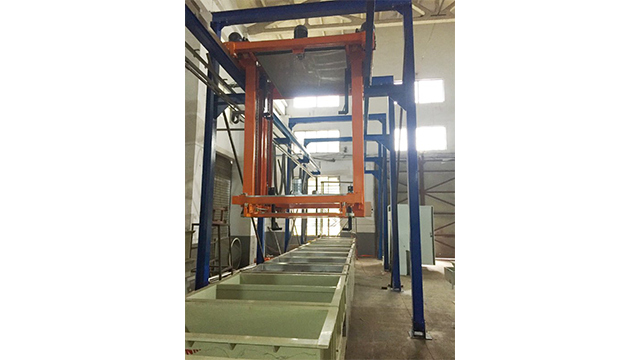
全自动五金件磷化线设计
关键词: 全自动五金件磷化线设计 磷化线

 2024.11.23
2024.11.23
文章来源:
磷化线在现代工业中占据着举足轻重的地位,它就像一座桥梁,连接着金属原材料和高质量的工业产品。在众多工业领域,磷化线所发挥的作用不可替代。在机械制造领域,各种齿轮、轴类、箱体等零部件也离不开磷化线。对于齿轮而言,磷化膜可以降低齿面间的摩擦系数,减少磨损,提高齿轮的传动效率和使用寿命。轴类零件经过磷化后,在与轴承配合时,能更好地抵抗磨损,保证机械系统的稳定运行。而且,磷化线处理后的机械零件在储存过程中也不易生锈,这对于库存管理和后续的装配工作都极为有利。在五金制品行业,小到一颗螺丝钉,大到门窗框架,磷化线的应用范围也十分广。经过磷化处理的五金制品,不仅外观更加美观,而且在使用过程中更能抵御外界环境的侵蚀,提高了产品的质量和市场竞争力。可以说,磷化线是工业产品质量提升的关键环节之一,为工业的稳定发展提供了有力支持。磷化线的精确控制可提高磷化膜均匀度。全自动五金件磷化线设计

磷化线在处理金属工件时,对尺寸精度有一定影响,需要进行有效控制。在磷化过程中,磷化膜的生长会在工件表面增加一定的厚度。如果不加以控制,对于一些尺寸精度要求高的工件,如精密机械零件、电子元件等,可能会导致尺寸超差。为了控制这种影响,首先要精确控制磷化膜的厚度。通过优化磷化工艺参数,如磷化液浓度、温度、反应时间等,可以将磷化膜厚度控制在合适范围内。同时,在设计磷化线工艺时,要考虑工件的原始尺寸公差,对于公差小的工件,选择合适的磷化工艺和设备。在磷化后,也可以采用一些尺寸修复技术,如轻微的打磨或化学处理,去除多余的磷化膜,但要注意不能破坏磷化膜的防护性能。通过这些措施,保证工件在获得良好磷化效果的同时,不影响其尺寸精度要求。上海湿式喷砂磷化线哪家好合理的磷化线布局能优化生产流程顺序。

磷化线中的磷化工艺多样,成本也各有差异。高温磷化工艺,其优点是磷化膜质量高、耐腐蚀性强,但加热成本较高,因为需要维持较高的温度,能耗大。设备方面,耐高温材料的使用也增加了成本。中温磷化相对高温磷化能耗稍低,不过仍需一定的加热成本,其磷化液的成本与高温磷化液不同,成分调整会影响整体价格。中温磷化在生产效率和质量间有较好平衡,设备要求也相对适中。低温磷化的加热成本较低,但其磷化液成本可能因特殊成分和促进剂而增加。而且低温磷化膜的质量在某些强度的要求下可能稍逊一筹。此外,还有常温磷化,虽无需加热成本,但磷化时间长,可能需要更大的场地和设备来维持生产规模,这些都会在综合成本中体现,企业需根据自身需求和预算来选择合适的磷化工艺。
在磷化线的运行过程中,废气的产生也是一个不可忽视的环保问题,妥善处理废气对于保护大气环境和周边居民的健康至关重要。磷化线废气主要来源包括除油工序中的有机溶剂挥发、磷化过程中产生的酸性气体以及烘干工序中的水蒸气和少量挥发性有机物(VOCs)等。这些废气如果未经处理直接排放到大气中,会对空气质量产生负面影响,如形成酸雨、光化学烟雾等。对于除油工序中产生的有机溶剂废气,可以采用活性炭吸附法进行处理。活性炭具有丰富的孔隙结构,能够有效地吸附有机溶剂分子。在实际应用中,将含有有机溶剂废气通过填充有活性炭的吸附塔,废气中的有机溶剂被活性炭吸附,从而达到净化废气的目的。当活性炭吸附达到饱和后,可以通过再生或更换活性炭的方式恢复其吸附能力。磷化线中的促进剂能加速磷化反应进程。

磷化线在金属表面处理领域中并非孤立存在,它与表面预处理环节有着紧密的协同作用。在工件进入磷化线之前的预处理,是为磷化过程奠定良好基础的关键步骤。这个预处理过程包括对工件的除油、除锈、活化等操作。除锈同样重要,金属表面的锈层会影响磷化膜的质量和附着力。常见的除锈方法有酸洗除锈,使用酸性溶液如盐酸、硫酸等与铁锈发生化学反应,将锈层溶解去除。但酸洗后需要进行充分水洗和中和处理,以防止残留酸液对后续磷化过程的影响。活化则是使金属表面处于一种有利于磷化反应的活性状态,通常使用一些弱酸性或含有特定活化剂的溶液来实现。这种预处理与磷化线的紧密结合,确保了磷化膜能够高质量地在金属表面形成。磷化线中不同磷化工艺有各自适用场景。上海湿式喷砂磷化线哪家好
磷化线除油工序是保证磷化效果的前提。全自动五金件磷化线设计
烘干工序是磷化线的结尾一个重要环节,它就像为经过磷化处理的工件披上了一件干爽的“外衣”,确保工件在后续的加工、运输和使用过程中不会受到水分的影响。磷化线中的烘干设备有多种形式,常见的包括热风烘干炉、红外线烘干炉等。热风烘干炉是通过风机将加热后的空气吹向工件表面,使工件表面的水分蒸发。这种烘干方式的优点是设备结构简单、成本较低,适用于各种形状和尺寸的工件。在热风烘干炉中,空气的温度、流速和湿度等参数都对烘干效果有重要影响。一般来说,烘干温度在100-150℃之间,空气流速要适中,以保证热量能够均匀地传递到工件表面,同时又不会将工件表面的磷化膜吹坏。全自动五金件磷化线设计


- 济南定做电泳线价格 2024-11-21
- 无锡多功能电泳线直销价 2024-11-20
- 上海全自动磷化线 2024-11-20
- 广州龙门式电泳线系统 2024-11-20
- 济南不锈钢电泳线系统 2024-11-20
- 山东自动电镀磷化线服务电话 2024-11-20
- 湖北龙门式电泳线 2024-11-19
- 济南全自动酸洗磷化线装置 2024-11-19



- 01 江苏卧式深孔钻加盟
- 02 银川正式消防员招聘报名入口
- 03 耐高压双向冲洗阀推荐
- 04 湖北不锈钢储气罐什么价格
- 05 四川汽车热处理报价
- 06 湖南购买衬氟止回阀规格尺寸
- 07 锂电池输送陶瓷管道哪个品牌好
- 08 高温果蔬升温出库一体化装置生产
- 09 嘉兴6层升降横移立体智能车库常见问题
- 10 佳尔灵三联件气源处理密封性如何