广州天窗电动机装配设备速率是多少
关键词: 广州天窗电动机装配设备速率是多少 电动机装配设备

 2024.11.24
2024.11.24
文章来源:
深圳市金岷江智能装备有限公司本实用新型属于风电变桨电机装配领域,涉及一种风电变桨用永磁同步电机的装配装置。背景技术:近年风力发电机组向大容量、低风速发展,风机叶片在逐渐加长,变桨系统载荷变大。变桨电机需要提高输出功率,但跟随尺寸变大后,变桨电机不便于轮毂内维护。变桨系统逐步由三相异步电机向高功率密度永磁同步电机变更,在提高变桨电机输出转矩时,电机基础尺寸及重量可满足变桨内维护需求。目前永磁同步电机国内装配多为手工装配,在转子入定子过程中,由于永磁同步电机转子自带强磁性质,在转子进入定子瞬间将吸附在定子内膛表面,安装过程困难,而且容易出现转子与定子间摩擦,导致定转子表面防锈漆及金属护套出现变形等一系列问题。为了解决永磁同步电机在装配过程由于强磁场导致装配困难问题,本实用新型中涉及的一种风电变桨用永磁同步电机的装配装置,有效解决了磁场应力对装配的影响,保证了装配过程永磁同步电机定转子的稳定性,装配便捷,定位准确,安装方便等特征。技术实现要素:本实用新型提供一种风电变桨用永磁同步电机的装配装置,用于解决永磁同步变桨电机转子强磁导致装配困难问题。电机组装工艺及常规检测?广州天窗电动机装配设备速率是多少
电动机装配设备
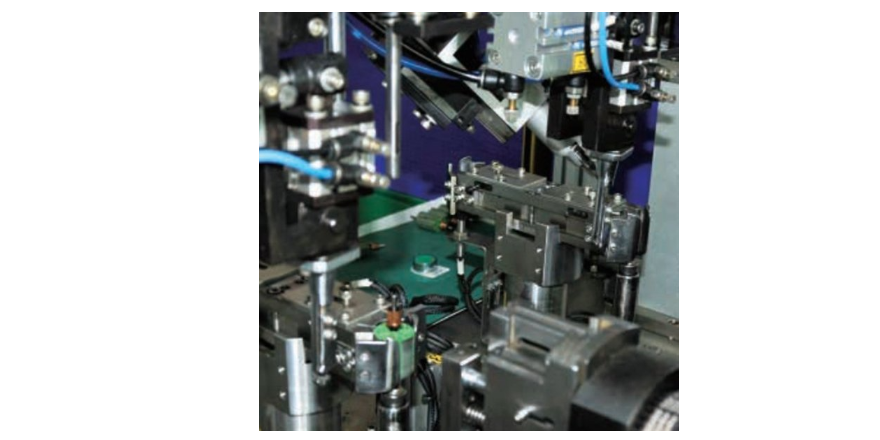
能够快速完成永磁同步变桨电机定转子及法兰装配过程。同时对一定范围尺寸的电机兼容性进行考虑,不局限装配一种型号电机。附图说明图1为本实用新型永磁同步电机装配装置的示意图。具体实施方式下面结合说明书附图对本实用新型的技术方案做进一步详细介绍。如图1所示,本实用新型的风电变桨用永磁同步电机装配装置,包括基台1、滑台驱动电机8、电动缸2、滑杆3、置放定子定位板4、置放转子部件5、内置弹簧前列6及平板7。其中,风电变桨用永磁同步电机装配装置以基台1为装置主体,提供装置本身各部件安装需求,满足被装配的永磁同步电机承重要求。在基台1的上方设置有平板7,平板7用于适应不同变桨电机长度需求,可手动拧开内置弹簧前列6下固定螺栓,在平板7上左右调节距离,调整至合适位置后紧固内置弹簧前列6下固定螺栓,使得定转子装配在空间上达到适宜位置。在平板7的中间部分,设置有置放定子定位板4,该置放定子定位板4对永磁同步电机定子10起到定位及固定作用。定位作用主要体现在保证电机定子10与电机转子11同心定位。固定作用主要体现在对电机定子10进行强制固定,解决永磁电机转子11在进入电机定子10过程中由于永磁体强磁力导致定转子吸附在一起。西安定子电动机装配设备人工深圳市金岷江水泵电机产线怎么样?

外圈与内圈间隙过大,造成轴承过度松动,转子下垂并摩擦铁心,轴承滚动体破碎或滚动体与滚槽有斑痕出现,保持架有斑痕或被磨坏等,都应进行更换新轴承。更换的轴承应与损坏的轴承型号相符。(d)后端盖的装配:将轴伸端朝下垂直放置,在其端面上垫上木板,后端盖套在后轴承上,用木锤敲打,见图3-1所示。把后端盖敲进去后,装轴承外盖。紧固内外轴承盖的螺栓时注意要对称地逐步拧紧,不能先拧紧一个,再拧紧另一个。图3-1后端盖的装配图图3-2轴承内外端盖的固定(e)前端盖的装配:将前轴承内盖与前轴承按规定加够润滑油后,一起套入转轴,然后,在前内轴承盖的螺孔与前端盖对应的两个对称孔中穿入铜丝拉住内盖,待前端盖固定就位后,再从铜丝上穿入前外轴承盖,拉紧对齐。接着给未穿铜丝的孔中先拧进螺栓,带上丝口后,抽出铜丝,然后给这两个螺孔拧入螺栓,依次对称逐步拧紧。也可用一个比轴承盖螺栓更长的无头螺丝(吊紧螺丝),先拧进前内轴承盖,再将前端盖和前外轴承盖相应的孔套在这个无头长螺丝上,使内外轴承盖和端盖的对应孔始终拉紧对齐。待端盖到位后,先拧紧其余两个轴承盖螺栓,再用第三个轴承盖螺栓换下开始时用以定位的无头长螺丝(吊紧螺丝),如图3-2所示。
深圳市金岷江智能装备有限公司打印机马达生产线本生产线用打印机马达全自动生产。其包含转子段的绕线、点焊、精…【详情】汽车玻璃升降器电机生产线本线用于汽车电机生产线,其工序有转子段:转子自动上料、绕线、…【详情】ABS刹车电机自动组装机本线用于汽车刹车电机生产设备。其机壳组装段有:磁瓦自动组装、…【详情】370电机装配线370电机装配线主要工序有:铁芯上料、插胶片(槽纸)、装绝缘…【详情】300号水泵电机生产线300号水泵电机生产线完成工序有:转子自动上料、转子绕线、打…【详情】汽车雨刮电机装配线汽车雨刮电机装配线用于直流电机的全自动生产。包含装配铜环、装…【详情】电动工具电机生产线本线用于电动工具电机生产设备。电动机装配设备的厂家?

电机前法兰12与电机转子11需提前进行装配,并进行紧固)放置在置放转子部件5上,稍微移动电机转子11,使得右端轴中心孔与内置弹簧前列6轻微接触。将待装配永磁同步电机后法兰9穿过滑杆3,移动到**左端。将永磁同步电机定子10摆放在置放定子定位板4上,进行紧固。操作电动缸2,使得滑杆3向右移动,依次穿过电机后法兰9、电机定子10,直到顶到永磁同步电机转子11中心孔,保持永磁同步电机转子11与滑杆3同轴同心,固定牢靠。此时电机定子10、电机转子11均已处于固定状态,并且保持同轴。其次,操作滑台驱动电机8,使得置放定子定位板4向右移动,使得永磁同步电机转子11平缓穿过电机定子1,直到电机前法兰12与电机定子10前端面接触,停止滑台驱动电机8工作。将电机前法兰12与电机定子10进行螺栓预紧固。电机后法兰9手动平移到电机定子10左端,进行螺栓预紧固。**后,操作电动缸2,使得滑杆3左移,退出电机转子11并进行固定。将电机前法兰12、电机后法兰9分别对电机定子10螺栓进行紧固到位。松开置放定子定位板4,搬卸整个永磁同步电机完成装配过程。本实用新型充分考虑了永磁电机在装配中出现的强磁力导致装配困难问题,设计规范合理,便于操作。深圳市金岷江入轴承机怎么样?西安定子电动机装配设备人工
电机装配需要注意些什么?广州天窗电动机装配设备速率是多少
深圳市金岷江智能装备有限公司串激类机壳式电机自动装配线产线采用工件托盘配合倍速链方式,整线除采用人工上下料方式(一人上料、一人下料、一人循环上大料)外,其余工位如:自动压防尘圈、自动压轴承和滚胶、转子自动上料、自动压支架和波形垫、自动锁支架螺丝、自动装衬……>>详细转子自动道机(压轴、压端板、压换向器)设备介绍:1、外形尺寸为长宽高=**,节拍12s/个2、设备采用机械手抓取传送方式,整机只需一人半小时左右上一次料,下料和插纸机连接,机械手直接把组装完成的转子放到插纸机上插纸即可。……>>详细直流电机自动组装线设备功用:电机零部件自动组装成电机整机功能特点:外形尺寸长3050mm*宽800mm*高1700mm;分压下轴承单机(包含压轴承和轴承外圈涂胶)-通用搬运单机-上轴承单机(包含压轴承和压入尺寸检测)-端盖……>>详细串激类支架式电机自动组装线设备介绍:生产线采用工件托盘配合倍速链方式,整线除采用人工上下料方式(一人上料、一人下料、一人循环上大料)外,其余工位如:自动压防尘圈、自动压轴承和滚胶、转子自动上料、自动压支架和波形垫、自动锁支架螺……>>。广州天窗电动机装配设备速率是多少




- 长安区直销主驱电机多少钱 2024-11-23
- 三明什么主驱电机自动化产线 2024-11-23
- 吉安无刷电机装配厂家 2024-11-23
- 秦皇岛直销主驱电机自动化产线 2024-11-23
- 宁波机器人用电机装配人工 2024-11-23
- 南通智能绕线机 2024-11-22
- 南昌全自动电机装配推荐 2024-11-22
- 太原一体化主驱电机人工 2024-11-22





- 01 安徽管接头焊接机器人定制
- 02 钦州直销液压压铆机大概费用
- 03 河南什么是耐磨陶瓷耐高温陶瓷规格尺寸
- 04 常州火焰海宝等离子价格
- 05 贵阳磨床电主轴维修哪家好
- 06 北京轻型低温球铁多少钱
- 07 江苏稳定性试验箱步入式使用方法
- 08 广西铝合金碰焊机生产厂家
- 09 上海小区防洪设备价位
- 10 南通国内整纬机报价