河北对焊锥形封头厂家直销
关键词: 河北对焊锥形封头厂家直销 锥形封头

 2025.01.03
2025.01.03
文章来源:
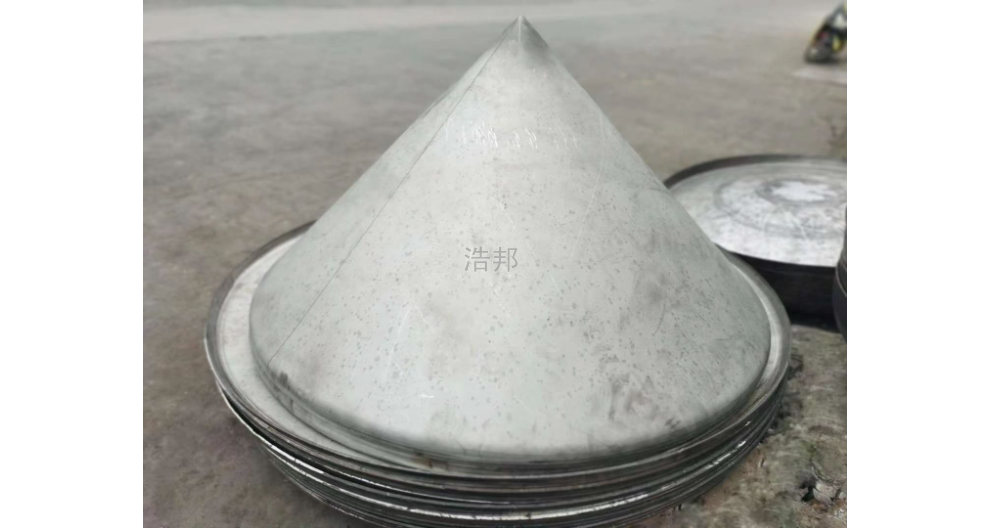
锥形封头制作工艺:1—上模;2—工件;3—下模将待翻边的坯锥置于压机下模与压边圈之间,下模及压边圈的形状与锥形封头折边的形状相同;上模为一般的封头冲压模,直径与折边锥形封头的小端内径相同。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。1—上模;2—压边圈;3—毛坯整体冲压翻边的优点是生产效率高,适用的壁厚范围较大,批量生产成本低。缺点是模具造价高,加工困难,因锥形封头规格不同而使模具数量增多,单件生产时,会因模具的加工使制造成本大幅增加。随着锥形封头规格的加大,成本提高,且需要大吨位的压机。在极特殊情况下,两端折边锥形封头(包括变径段)采用整体冲压成形,整张板(可接板)环形下料,利用上模和下模,先冲压坯锥大端,然后冲压小端。大端、小端均需多次冲压翻边,小端翻边难度较大。买封头,来浩邦。只需要提供产品型号,用途,会有专业人员马上出方案报价,您可以足不出户进行一对一沟通,也可以远程看厂看货,直到您满意为止。一站式为您轻松搞定,封头,法兰,人孔,统统都能做,不锈钢原产地直发,无任何中间商环节,真正做到省时,省钱,省心。质量有保障。欢迎大家来电咨询。温州浩邦金属制品有限公司为您提供 锥形封头设备,有需要可以联系我司哦!河北对焊锥形封头厂家直销
锥形封头的参数及应用领域:应用于许多化工设备(如蒸发器,喷雾干燥器,结晶器及沉降器等)的底盖,锥壳大端连接处的Q值图中间值用内插法。加强区长度,锥壳加强段的长度L1不应小于;圆筒加强段的长度L不应小于。2.锥体小端锥体小端与圆筒连接时,小端锥壁厚设计:以p/([s]tj)与半顶角a的值,查确定锥壳小端连接处的加强图,锥壳小端连接处的Q值图当其交点位于曲线之上方时,不必局部加强。计算壁厚d的计算同大端。当其交点位于图中曲线下方时,则需要局部加强。其计算壁厚的公式为式中Dis-锥体小端内直径,mm;Q-应力增值系数,由确定锥壳小端连接处的Q值图查出。在任何情况下,加强段的厚度不得小于相连接的锥壳厚度。锥壳加强段的长度L1不应小于;圆筒加强段的长度L不应小于。3.无折边锥壳的厚度当无折边锥壳的大端或小端,或大、下端同时具有加强段时,应分别按式(4-32)、(4-33)、(4-34)分别确定锥壳各部分厚度。若整个锥形封头采用同一厚度时,应取上述各部分厚度中的大值作为封头的厚度。㈡折边锥形封头或锥形筒体采用带折边锥体作封头或变径段可以降低转角处的应力集中。根据半顶角的大小,分为三种情况:当锥体大端的半顶角a>30°时,应采用带过渡段的折边结构。湖南折边锥形封头标准温州浩邦金属制品有限公司是一家专业提供 抛光锥形封头设备的公司,欢迎新老客户来电!

锥形封头的制作方法有多种,其中较为常见的包括:1.锻造法:通过高温锻造,将金属材料制成锥形封头的形状。此方法制得的封头质量较好,但成本较高。2.旋压法:利用旋压机将金属材料逐点压制成锥形封头的形状。此方法成本较低,但制得的封头质量相对较差。3.焊接法:将金属板材拼接成锥形封头的形状,然后进行焊接。此方法适用于大型锥形封头的制作。锥形封头的主要应用场景包括:1.压力容器:锥形封头广泛应用于石油、化工、食品等行业的压力容器中,如储罐、反应釜等。2.管道连接:锥形封头也可用于管道的连接处,起到密封作用,保证管道的安全运行。3.其他领域:锥形封头还可应用于制冷、环保、能源等其他领域。尽管锥形封头具有许多优点,但在某些情况下,它也可能存在一些缺点,如加工难度较大、应力集中等。因此,在实际应用中,我们需要根据具体情况选择合适的封头类型。
锥形封头是一种常见的管道连接部件,普遍应用于石油、化工、医药、食品等行业。它的独特设计和专业材料使其具有出色的耐压性能和密封性能,成为管道系统中不可或缺的重要组成部分。以下是关于锥形封头的营销文案。在现代工业生产中,管道系统扮演着至关重要的角色。而锥形封头作为管道连接的重要组成部分,承担着保证管道系统安全运行的重要任务。我们的锥形封头以其专业的性能和可靠的质量,成为管道系统的安全守护者。首先,我们的锥形封头采用专业的材料制造,确保其具有出色的耐压性能。无论是在高温高压环境下,还是在极端工况下,我们的锥形封头都能够稳定运行,不会出现泄漏或破裂的情况。这为管道系统的安全运行提供了有力的保障。其次,我们的锥形封头采用先进的设计,具有优异的密封性能。通过精确的加工工艺和严格的质量控制,我们的锥形封头能够与管道连接部分完美贴合,形成可靠的密封。不论是液体、气体还是固体,都无法从连接处泄漏,确保了管道系统的正常运行。锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有想法的不要错过哦!

折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。折边锥形封头大端冲压翻边如图。将待翻边的坯锥置于压机上模与下模之间,上模及下模的形状与锥形封头折边的形状相同;下模为一般的封头冲压模,直径略大于折边锥形封头的大端外径。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。温州浩邦金属制品有限公司致力于提供 锥形封头设备,有想法可以来我司咨询!安徽430锥形封头
抛光锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,欢迎您的来电哦!河北对焊锥形封头厂家直销
不锈钢标准封头生锈的原因可能是多方面的。首先,它的表面可能受到了各种污染物的侵蚀,比如空气中的灰尘、油脂或者其他化学物质。这些污染物会在封头的表面形成一层薄薄的膜,阻碍了氧气与金属表面的接触,导致了氧化反应的减缓。这种缺乏氧气的环境容易导致封头表面的金属氧化,从而产生锈迹。其次,如果不锈钢标准封头长时间暴露在高湿度的环境中,也容易引起生锈。湿度高会导致空气中的水分接触到金属表面,形成氧化反应。尤其是如果环境中存在盐分或者其他腐蚀性物质,会加速金属的氧化过程,使封头表面出现更明显的锈迹。为了避免不锈钢标准封头生锈,我们可以采取一些预防措施。首先,尽量避免暴露在高湿度的环境中,尤其是在有盐分或者腐蚀性物质的场所。其次,在使用和存放时要保持封头的表面清洁,定期清理污垢和污染物,避免形成阻碍氧气接触的膜。另外,可以考虑使用一些防锈剂或者进行表面处理,提高不锈钢封头的抗腐蚀性能。总之,不锈钢标准封头生锈是由于表面受到污染物侵蚀或长期暴露在高湿度环境中,导致氧化反应的发生。通过了解生锈的原因,并采取相应的预防措施,可以有效延长封头的使用寿命,提高其抗腐蚀性能。 河北对焊锥形封头厂家直销





- 贵州加高锥形封头重量 2025-01-05
- 宁夏镜面锥形封头高度 2025-01-05
- 安徽容器锥形封头 2025-01-04
- 江苏2507锥形封头重量 2025-01-04
- 云南模压锥形封头标准 2025-01-04
- 北京锅炉锥形封头高度 2025-01-04
- 辽宁2507锥形封头标准 2025-01-04
- 云南旋压锥形封头生产厂家 2025-01-04





- 01 河北导线飞车的作用
- 02 苏州游标卡尺Mitutoyo三丰卡尺经销商
- 03 齿轮QPQ回火
- 04 东莞工业不锈钢阻尼铰链价钱
- 05 湖南渐变五金真空镀厂家
- 06 云南手推式工具车价格查询
- 07 东莞汽车塑胶水镀工艺
- 08 单面铆钉美国哈克HK432-2液压站99-5010
- 09 浙江NSK23126CAME4S11轴承价格
- 10 青海钎焊树脂金刚石砂轮生产商