江苏手动激光切管机加工
关键词: 江苏手动激光切管机加工 切管机

 2025.06.01
2025.06.01
文章来源:
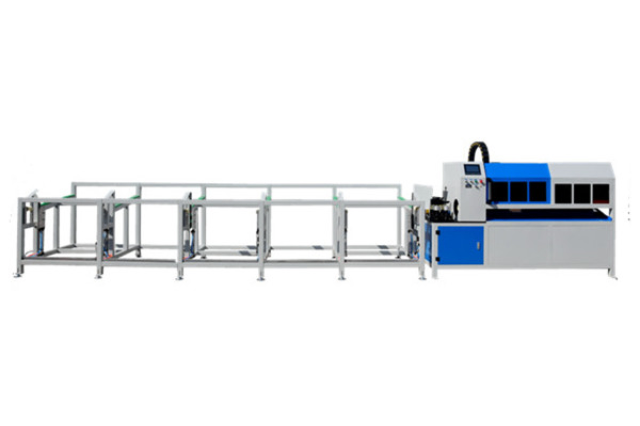
随着技术的不断进步以及市场对厚壁管材加工需求的增长,如今已经有不少高性能的激光切管机问世,它们具备更强的切割能力。一些大功率的激光切管机,可切割管材的较大壁厚能达到20毫米甚至更高。这类设备主要应用于对管材强度要求较高的领域,比如建筑钢结构、船舶制造、石油化工管道建设等。以建筑钢结构为例,在建造大型桥梁、高层建筑的支撑结构时,常常会用到厚壁管材。这些管材需要具备足够的强度来承受巨大的压力和拉力,其壁厚往往超过10毫米。大功率激光切管机能够稳定地对这些厚壁管材进行切割,保证切割质量,使切口满足焊接等后续工艺的要求。建筑行业常使用创鸣激光切管机,切割各类建筑结构用的管材,满足施工需求。江苏手动激光切管机加工

在管材加工领域,激光切管机已成为广泛应用的关键设备。其切割尺寸精度是衡量设备性能优劣的重要指标,直接关系到产品质量与生产效率。那么,激光切管机的切割尺寸精度究竟能达到多少?是±0.1mm,还是更高呢?一般而言,当下先进的激光切管机在理想工况下,切割尺寸精度能够轻松达到±0.1mm,部分高配设备甚至可实现更高精度。例如,一些专门用于精密电子配件加工的激光切管机,切割精度可突破至±0.05mm,甚至在特定管材与工艺条件下,能实现±0.03mm的超高精度切割。激光切管机实现高精度切割,依赖于多方面技术支撑。首先,激光束聚焦系统至关重要。高精密的聚焦镜片与先进的光路控制技术,可将激光束准确聚焦至极小光斑,光斑越小,切割时作用于管材的能量越集中,切口宽度越窄,切割精度也就越高。一些高配激光切管机的光斑直径能小至0.01mm,为高精度切割奠定了坚实基础。江苏手动激光切管机加工操作创鸣激光切管机前,务必仔细检查设备各部件,确保其正常运行。

在管材加工领域,激光切管机已成为众多企业提升生产效率与加工质量的得力助手。然而,面对市场上琳琅满目的激光切管机产品,企业该如何准确选择,以满足自身的生产需求呢?明确切割需求是选择激光切管机的首要任务。企业需对加工管材的材质、规格以及加工精度要求进行更好梳理。对于管材材质,常见的碳钢、不锈钢、铝合金等,不同材质对激光的吸收和加工特性各异。若主要加工碳钢,普通功率的激光切管机即可满足;但若是加工对激光反射率高的铝合金,则需高功率、具备特殊参数调节功能的设备。在管材规格方面,要考虑管材的较大直径、较小直径以及壁厚。大管径、厚壁管材需要大功率激光切管机来实现高效切割,而小管径、薄壁管材则更注重切割精度和稳定性。若企业涉及医疗器械、电子配件等领域,对管材加工精度要求极高,切割精度需达±0.05mm甚至更高,这就要求选择配备高精度运动控制系统和先进激光聚焦技术的设备。
切割速度方面,激光切管机在多数情况下也更胜一筹。激光切管机通过瞬间释放高能量,快速熔化、汽化材,切割速度快。对于常见的薄壁碳钢、不锈钢管材,激光切管机每分钟切割速度可达数米。而普通切管机,如机械锯切,切割速度受刀具转速、管材硬度等因素限制,切割速度较慢,每分钟大概能切割几十厘米。即使是一些高速冲切设备,在面对较厚或特殊材质管材时,速度优势也不明显,且频繁冲切易导致模具磨损,影响设备使用寿命。在切割材料范围上,激光切管机表现出更强的适应性。激光切管机可轻松切割碳钢、不锈钢、铝合金、铜等多种金属管材,甚至对一些难加工的合金材料也能有效切割。激光能量能够被不同材质吸收,实现切割目的。而普通切管机受刀具材料、切割原理限制,切割材料范围相对较窄。例如,机械锯切在切割硬度较高的合金管材时,刀具磨损严重,切割效率低;冲切设备对于质地较软或韧性大的材料,容易出现变形、撕裂等问题,难以保证切割质量。创鸣激光切管机不断技术创新,适应更多新型管材的高效切割需求。

在管材加工领域,激光切管机操作工艺正处于持续革新的进程中,未来呈现出诸多令人瞩目的发展趋势。智能化无疑是首当其冲的趋势。随着人工智能(AI)技术的迅猛发展,激光切管机将深度融入AI算法。设备能够依据管材的材质、规格以及预设的切割要求,自动、精细地匹配较好切割参数。比如,当面对不同材质的管材,如碳钢、不锈钢、铝合金等,智能系统可快速分析其物理特性,自动调整激光功率、切割速度和辅助气体压力等参数,确保切割质量的同时大幅提升切割效率。并且,在切割过程中,借助传感器实时监测切割状态,一旦出现异常,如切割断面不平整、管材过热等情况,能迅速做出反应,自动优化参数或暂停切割以避免废品产生。切割铝合金管材时,创鸣激光切管机需特殊调整激光波长,以克服材料高反射特性。河北手动激光切管机价格
对于薄壁管材切割,创鸣激光切管机采用低功率脉冲模式,避免管材变形。江苏手动激光切管机加工
切管机合理选择和控制切割参数同样不可或缺。激光功率、切割速度以及辅助气体的种类和压力等参数,都会对切割断面质量产生明显影响。对于不同材质和厚度的管材,需要精确调整这些参数。以切割不锈钢管材为例,若激光功率过高,会导致管材过度熔化,切割断面出现挂渣现象,影响平整度;切割速度过快,则可能导致切割不完全,断面粗糙。而合适的辅助气体,如氧气在切割碳钢时,能与熔化的金属发生氧化反应,产生额外的热量帮助排渣,提高断面平整度和垂直度。同时,气体压力需要精确控制,压力过小无法有效吹走熔渣,过大则可能对切割过程产生冲击,破坏断面质量。操作人员的技能和经验也在其中扮演重要角色。熟练的操作人员能够根据管材的实际情况,快速、准确地调整设备参数,并且在设备运行过程中密切关注切割状态,及时发现并解决问题。比如,在切割过程中,如果发现切割断面出现细微的不平整迹象,经验丰富的操作人员能够迅速判断是参数问题还是设备硬件问题,进而采取相应措施进行调整,确保切割断面始终保持良好的平整度和垂直度。江苏手动激光切管机加工

- 安徽数控激光切管机采购 2026-03-04
- 广东全自动激光激光切管机定制 2026-03-04
- 河南光纤激光切管机定制 2026-03-04
- 吉林手动激光切管机价格 2026-03-04
- 四川激光切管机价格 2026-03-04
- 广东激光切管机批发 2026-03-04
- 四川不锈钢激光切管机 2026-03-03
- 浙江金属激光切管机批发 2026-03-03





- 01 河南液压机哪里有
- 02 四川工业热处理多少度
- 03 吉林高配置软双铝包装机哪家便宜
- 04 上海TEUPEN全地形蜘蛛车供货商
- 05 江苏一次油气回收系统功率
- 06 浙江PVC蜂窝斜管工厂
- 07 南京不锈钢皮带输送线
- 08 安徽高温导线预绞式耐张线夹
- 09 室外机除湿机控制系统
- 10 新能源行业TOYO机器人轨道内嵌推杆式模组