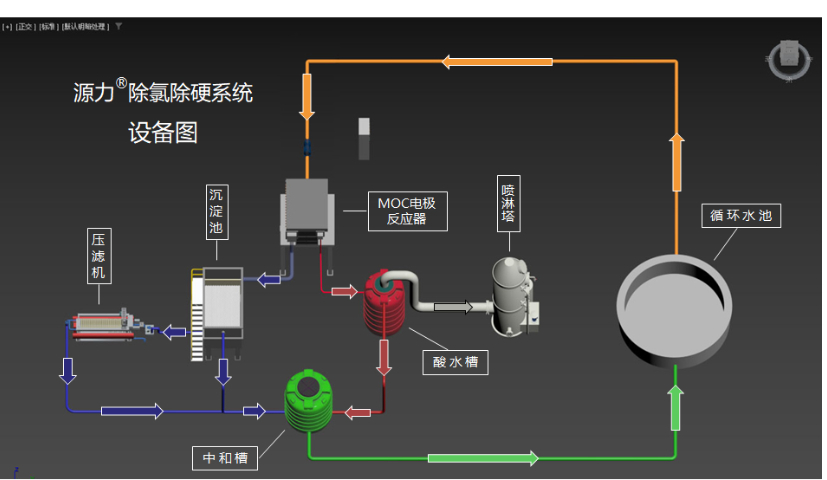
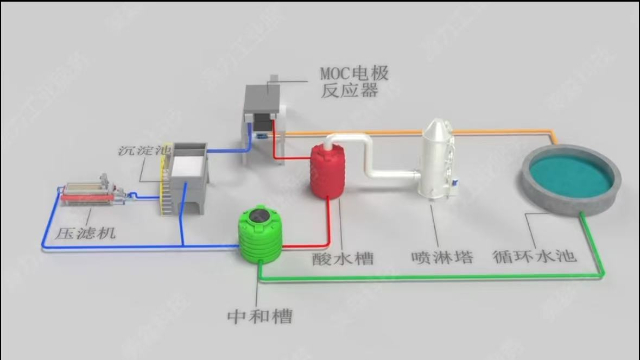
吉林工业除氯除硬系统
关键词: 吉林工业除氯除硬系统 除氯

 2025.07.05
2025.07.05
文章来源:
"电解-吸附"耦合工艺:电解将Cl⁻转化为Cl₂(去除率80%)活性炭吸附残余Cl₂并催化分解炭床定期热再生(600℃)该组合使某石化废水Cl⁻从5000mg/L降至100mg/L,运行成本较纯电解法降40%。
五大现实挑战:高能耗:处理Cl⁻=2000mg/L时吨水电费¥12-18电极损耗:DSA阳极年腐蚀率3-5μm安全风险:Cl₂泄漏报警阈值0.5ppm结垢问题:Ca²⁺>200mg/L时极板结垢加速浓水处置:浓缩液Cl⁻>50g/L需蒸发结晶某电厂因未控制Ca²⁺(350mg/L),电解槽每月需酸洗,年维护费增加¥60万。 高氯环境使换热器结垢速率翻倍。吉林工业除氯除硬系统
自然挥发法堪称超级经济实惠的 “懒人除氯法”。其原理基于氯气极易挥发的特性,通过静置或晾晒,能促使氯气自然地从水中逸散出去。操作时,只需将自来水装入开口容器,像水桶就行,然后放置在通风良好或者阳光充足的地方。在夏季高温时,氯气挥发速度较快,通常静置 24 小时左右即可;而到了冬季,由于气温低,氯气挥发变得缓慢,这就需要延长至 2 - 3 天。然而,这种方法也存在明显弊端,那就是耗时太长,要是遇到急需用水的情况,比如临时要给鱼缸换水,就不太能派上用场了。吉林工业除氯除硬系统氯离子检测需每日校准维护。

电化学除氯效率取决于阳极氧化电位和析氯过电位。钛基涂层电极(DSA)中,IrO₂-Ta₂O₅阳极在1.8V(vs SHE)时析氯电流效率达85%,而RuO₂涂层易因Cl⁻氧化生成ClO₃⁻副产物。某化工厂电解处理含Cl⁻ 3000mg/L废水,采用脉冲电源(频率100Hz,占空比1:3)比直流电节能22%,但极板间距需控制在5mm以内以防欧姆损耗。石墨烯修饰的硼掺杂金刚石(BDD)阳极可将氯代烃(如氯苯)完全矿化为CO₂,矿化电流效率达91%,但成本高达¥8000/m²。
含氯溶液中的氯离子对农作物的生长有着严重的危害。高浓度的氯离子会损害农作物的根系,影响根系对水分和养分的吸收,导致植株矮小、叶片发黄、生长缓慢,严重时甚至会导致农作物死亡。例如,一些靠近工业排放源的农田,由于灌溉水的含氯量过高,农作物的产量和品质都受到了极大的影响。所以,如果用于农业灌溉的水含氯量较高,必须进行除氯处理。
对于高浓度的含氯废水,可以采用循环除氯工艺。例如,先将含氯废水和氯离子吸附剂通入一级处理罐进行混合,然后将一级处理后的氯离子吸附剂和碳酸钠溶液通入一级回收罐进行混合煅烧,得到一级复原的氯离子吸附剂,再将其用于二级处理罐进一步处理废水。这种工艺操作相对简单,氯离子的去除率可以达到 97% 以上,而且能够实现氯离子 氯离子干扰缓蚀剂效果,增加用量。
工业循环水中的氯离子主要来源于补充水、工艺泄漏以及水处理药剂。当Cl⁻浓度超过300mg/L时,会明显加速碳钢设备的点蚀速率(>0.5mm/a),尤其在不锈钢系统中可能引发应力腐蚀开裂(SCC)。某石化企业数据显示,循环水Cl⁻从200mg/L升至500mg/L时,换热器的对应更换频率增加3倍。氯离子还会与缓蚀剂竞争吸附在金属表面,导致缓蚀效率下降40%以上。此外,高氯环境会促进微生物滋生,形成生物膜下腐蚀(MIC),造成设备穿孔风险。电化学除氯需控制pH在6-8范围。浙江海水淡化除氯除硬
氯离子检测需避免ORP干扰。吉林工业除氯除硬系统
氯离子与Ca²⁺、Mg²⁺等形成的沉积物(如CaCl₂·6H₂O)会明显降低换热系数。实测数据显示,当管壁结垢厚度达1mm时,蒸汽机组热效率下降8%,相当于年多耗标煤1500吨(损失¥120万)。且氯盐垢层疏松多孔,更难通过常规化学清洗去除。
氯离子会加速橡胶密封材料的老化。EPDM橡胶在Cl⁻>300mg/L的水中,3年后硬度(Shore A)从60升至75,密封性能完全丧失。某化工厂泵用机械密封平均寿命从5年缩短至2年,年更换费用增加¥80万。改用氟橡胶虽可改善,但材料成本增加5倍。 吉林工业除氯除硬系统




- 河北除氯需求 2025-12-07
- 辽宁数据中心电极除硬 2025-12-06
- 黑龙江数据中心电极设施 2025-12-06
- 贵州电极除硬系统 2025-12-06
- 宁夏数据中心电极除硬系统 2025-12-06
- 贵州吸收塔电极除硬系统 2025-12-06
- 江苏数据中心除氯设备 2025-12-05
- 河南工业电极 2025-12-05



- 01 上海锡丝回收哪家价格高
- 02 成都城市危废建议
- 03 钨条回收点电话
- 04 贵州工业除氯需求
- 05 天津冷凝回收设备产品介绍
- 06 安徽高效氢氧焰焊接机
- 07 河南打磨抛光机
- 08 郫县本地危险废物收费
- 09 山西刮刀过滤器哪家好
- 10 徐汇区便携式氮气厂家精选