上海加工后测量仪精度
关键词: 上海加工后测量仪精度 测量仪

 2025.08.10
2025.08.10
文章来源:
WRS系统是一个高精度测头系统,其设计旨在5轴机床以及机床加工中心上测量与设置零件。该系统**着一种灵活性很高的解决方案,该方案将跳频无线电信号传输系统用于保证十分可靠的数据通信。WRS系统是由一个发射器(WRP)和一个带有内置接口(WRI)的接收器构成。系统部件通过一个宽频谱无线电传输系统进行彼此通信,系统带有自动信道选择以及一个2.4GHz的作业频率。多亏了此传输系统,系统才能够抗信号干扰,且系统的功能特征体现在有79个信道,每个信道有4个子信道,以便可在单一应用上安装4个测头以及在相同的生产设施上**多安装316个测头。此外,无线电传输的内在优势体现在这样一个事实上:无需定位测头与接口就能让它们在彼此的视线内,而事实上,系统能够在小于等于15m的距离上操作与传输测量信息。CN会即刻处理接触瞬间应用传输的数据,以确认、定位并测量正在处理的零件,将机床转换为一个有效的检查与测量环境。马波斯测量科技是比较有实力的数控车床测量仪厂家。上海加工后测量仪精度
精密度盘式测量仪器与度盘式比较仪需要单独报价,报价取决于型号精确匹配的测量主轴与测量杆(**小滞后作用)在质量陶瓷轴承中运行的齿轮轴旨在任何位置中设置零的360°完整旋转的斜视规有效的防震系统协助将工件插入测量设备中的额外超程手动测量外径检具:马波斯为采用机械与电子测量传感器获取的变量、外径的高精度控制、肩部之间的销或者靠近曲轴以及传动轴等上的垫片提供了所有手动测量仪器。测量外径的马波斯产品系列**的是当前市场上可获取的先进且可靠解决方案。吉林磨床测量仪精度磨床测量仪厂家,请联系马波斯测量科技。

P7是一个多功能装置,在模块化尺寸的单一结构中,可以管理驱动磨削过程所需的主要控制功能:过程中和过程后的测量、砂轮的平衡、冲击轮/工件、砂轮/金刚石或意外冲击引起的噪声分析,控制工作环境温度或工件或特定的机械零件,进行变形分析,评估作用力,控制所有变量,确保机器正常运行。P7多功能性的一个特点是与机器控制单元接口的均匀性。 装置的控制功能始终有相同类型的接口和相同的规则:物理I/O、现场总线、以太网。显示器有一个单独的接口,可以是配套显示器,也可以是安装在PC机上的程序。该装置还有一个功能提供了详细信息,说明如何改进所监测的各种参数,以允许终端用户认证生产并监测机器本身的使用寿命。
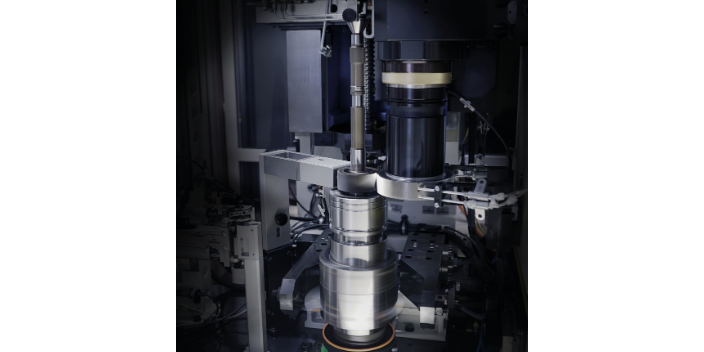
可将WRSP60扫描式测头用于检查新加工的部件的轮廓是否正确以及用于直接检测机床中任何表面缺陷,从而避免将此类检查与检测传输到测量实验室,以及避免在需要后续返工的情况中将其重新定位在机床中。马波斯研发的这款WRSP60测头拥有一个无线传输系统,可将其用于在**常用的切屑去除机床上直接扫描零件。在使用WSRP60测头时,可完成一些采用标准接触式测头不能完成的操作或者可**缩短周期时间,如:通过切割程序校正、标准件比较以及跳动检查而完成轮廓质量控制、零件未对准校正与表面变形检查,也可将这些测头用于进行正确定位零件所需的“接触”。带有WRI无线接收器的系统接口能够与安装在工业或标准个人计算机上的软件包通信,从而管理并呈现测量值以及获取数据。可采用WRSP60系统通过对新加工的零件进行轮廓与表面接触式扫描直接在机床环境对机械加工过程进行精确、完整的质量控制。系统采用无线传输系统将数据传到WRI接收器。通过一个**马波斯软件包收集、分析与呈现数据。磨床测量仪技术,可以咨询马波斯测量科技。
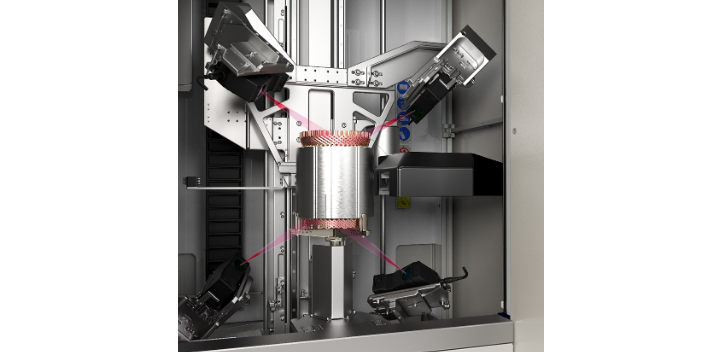
马波斯除了可以在线测量锂离子电池的电极极片,还能够进行方形电芯的电气检测。马波斯在电芯测量方面,能够提供EOL(电芯生产)或BOL(模组组装)阶段智能方形电芯检测台以供测量。智能方形电芯检测台的检测范围很多,可以包括外形尺寸测量、电性能和绝缘性能检测以及电解液泄漏示踪检测。从特征的角度来看,一方面,马波斯智能方形电芯检测台可以适应不同类型方形电芯的检测要求,同时,测量过程中可以提供手动和自动上料解决方案。与此同时,设备的电性能检测范围广,可分容。可自动获取工件的直径或长度值,分析噪声,将程控阈值与各种值比较,以便操作员/机床做出决定。机床主轴动平衡测量仪厂家
控制系统可以根据单个机器规格快速配置,远程更新和监测,并允许在生产过程的其他自动化和控制数据。上海加工后测量仪精度
在接触式对刀仪应用领域中,A90K系列提供了一整套探针,以预调刀具长度以及在车床内与机床加工中心进行刀具完整性与的磨损检测。A90K探针系列**着基于以下描述的一整套紧凑应用,这些描述让人们很更容易了解探针的工作原理:在刀具切割边缘与探针接触时,系统会产生重复性很高的传输到CNC的信号。将通过信号处理获取的刀具测量值与先前存储在CNC中的标称值比较,以确定刀具磨损与断刀情况。在单一阶段进行所有检查与测量操作可提供双重优势:减少生产时间以及消除在设置刀具参数时人为误差造成的机床损坏的风险。将探针用于以下检查:刀具断刀,以避免对工件和机床造成破坏的风险,以及避免增加生产时间刀具长度刀具磨损补偿,以优化使用寿命刀具偏移量计算,旨在减少设置时间以及消除在机床外设置刀具的需求。上海加工后测量仪精度



- 天津光谱共焦传感器测量速度 2025-12-20
- 马波斯传感器技术 2025-12-19
- 安徽非接触式传感器价格 2025-12-19
- 上海非接触式传感器测量速度 2025-12-19
- 上海stil传感器应用案例 2025-12-19
- 天津3D 视觉测量传感器解决方案 2025-12-18
- 上海光谱共焦视觉检测传感器原理 2025-12-18
- 吉林光谱共焦传感器价格 2025-12-18



- 01 上海分配器厂家电话
- 02 宿迁铝镜面辊报价
- 03 广西仿真模拟冲压成形模拟
- 04 北京电机驱动冷却系统安全吗
- 05 天津机械制造智能仓库WMS维护保养
- 06 全国金属注射成型多少钱
- 07 北京酸雾喷淋塔处理废气
- 08 北京高速伺服拧紧轴直销
- 09 四川高效干燥机价格
- 10 兰州精密冲压设备生产企业