风电轴承感应淬火
关键词: 风电轴承感应淬火 淬火

 2025.09.03
2025.09.03
文章来源:
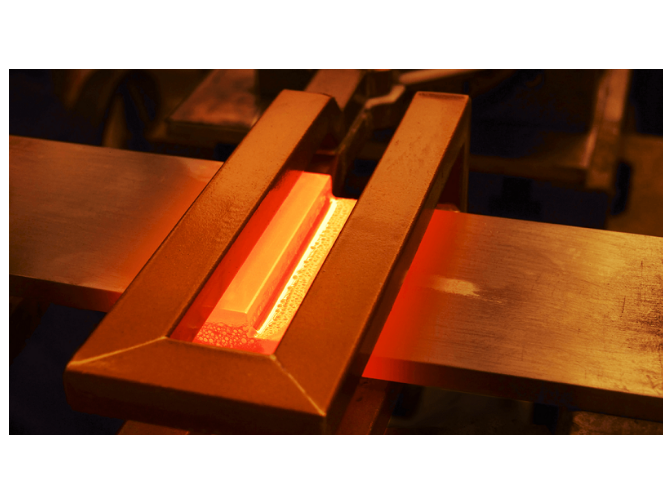
感应淬火过程中,工件的温度控制至关重要。以下是控制工件温度的关键方法:调整加热功率和频率:感应淬火设备可通过调整加热功率和频率来控制加热速度和温度。需根据工件材质、尺寸等选择合适的参数。使用测温设备:利用红外测温仪等实时监测工件温度,确保温度在所需范围内,避免过高或过低。控制加热时间:精确控制加热时间,防止工件温度过高。加热时间应根据工件材质、尺寸和所需硬度等因素确定。考虑工件形状和尺寸:复杂形状或大尺寸工件需采用特殊加热方式或调整参数,确保温度均匀分布。淬火介质控制:调整淬火介质的温度和流量,控制工件的冷却速度,进而影响淬火效果和工件温度。综上所述,通过调整加热参数、使用测温设备、控制加热时间、考虑工件形状尺寸及淬火介质控制等方法,可有效控制感应淬火过程中工件的温度,确保淬火质量和工件性能。感应淬火可以提高材料的抗变形能力,延缓其疲劳寿命。风电轴承感应淬火

曲轴圆角是应力集中区域,易发生疲劳断裂。感应淬火通过局部强化提升圆角疲劳强度,其原理是形成高硬度的马氏体层与压应力。工艺要点包括:1)设计圆角感应器,匹配曲轴半径与过渡圆角;2)采用旋转扫描加热,确保圆角均匀硬化;3)控制硬化层深度(通常0.8-1.5mm),避免过深导致脆性增加;4)淬火后低温回火,消除残余应力并稳定组织。易孚迪感应设备(上海)有限公司的曲轴淬火机床配备圆角强化程序,可精确控制加热路径与功率密度,确保圆角硬度与心部韧性的平衡,延长曲轴使用寿命。变速器齿套感应淬火回火系统轮毂轴承感应淬火机:快速加热、高效冷却,提升硬度、耐磨性和稳定性。

感应淬火工艺参数需根据材料、零件尺寸及性能要求设定。关键参数包括频率、功率、加热时间、冷却速度及感应器与工件间隙。频率决定电流透入深度,高频(100-500kHz)适用于薄层硬化,中频(1-10kHz)适用于深层硬化。功率需匹配工件尺寸,确保加热速度。加热时间通过扫描速度或固定位置加热时间控制,需避免过热。冷却速度需足够快以形成马氏体,但需防止淬火裂纹。感应器与工件间隙影响加热效率,通常为1-3mm。易孚迪感应设备(上海)有限公司提供工艺仿真服务,通过模拟优化参数,并配备自动校准功能,确保工艺参数的精确性与重复性。
汽车转向器齿条是实现转向功能的关键部件,它通过与转向齿轮的啮合,将驾驶员的转向操作转化为车轮的转向运动。由于齿条在工作过程中承受着频繁的冲击和摩擦,因此对其耐磨性和疲劳强度有着极高的要求。感应淬火技术为汽车转向器齿条的强化处理提供了有效的解决方案。通过快速加热齿条表面至淬火温度,随后迅速冷却,感应淬火能够在齿条表面形成一层高硬度的马氏体组织,从而显著提高齿条的耐磨性和抗疲劳性能。同时,感应淬火还能够优化齿条表面的应力分布,减少应力集中现象,进一步提高齿条的可靠性和耐久性。因此,感应淬火技术在汽车转向器齿条的制造过程中发挥着至关重要的作用,为汽车转向系统的稳定性和安全性提供了有力保障。感应淬火广泛应用于金属热处理,提升材料硬度、耐磨性和强度,延长零部件寿命,适用于汽车、机械等行业。

感应淬火过程中,控制淬火的深度和硬度是确保工件质量的关键。以下是一些控制淬火深度和硬度的方法:控制加热温度和时间:感应淬火的加热温度和时间直接影响淬火深度和硬度。一般来说,温度越高,淬火深度越深,但硬度可能会降低。因此需要根据具体材料和工件要求,选择合适的加热温度和时间。调整冷却速度:冷却速度也是影响淬火深度和硬度的重要因素。较快的冷却速度可以增加淬火深度并提高硬度,但过快的冷却速度可能导致工件开裂或变形。因此,需要选择合适的冷却介质和冷却方式,以确保淬火过程中工件质量。选择合适的感应淬火设备:不同的加热频率和功率,对淬火深度和硬度的影响也不同。因此需要根据工件的材料、形状和尺寸等要求,选择合适的感应淬火设备。进行回火处理:在淬火过程中,为了消除工件内部产生的应力并提高工件的韧性,可以进行适当的回火处理。回火处理还可以调整工件的硬度,以满足不同使用要求。综上所述,通过控制加热温度和时间、调整冷却速度、选择合适的感应淬火设备以及进行回火处理,可以有效地控制感应淬火过程中工件的淬火深度和硬度。在实际操作中,需要根据具体情况灵活应用,以确保工件的质量和使用性能。高频淬火和回火工艺可以在保证材料性能的同时,减少变形和裂纹的发生。多工位感应淬火回火设备
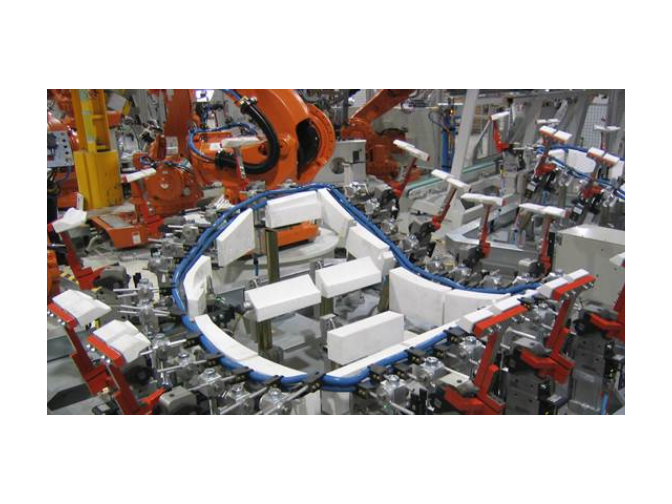
易孚迪(ENRX)HardLine系列,专为工业4.0设计,可实现在智能化工厂的感应淬火工艺。风电轴承感应淬火
汽车齿圈作为传动系统的重要部件,其性能直接关系到汽车的动力传递效率和行驶平稳性。为了提高齿圈的耐磨性和承载能力,压淬淬火技术被广泛应用于齿圈的生产过程中。压淬淬火结合了压力与淬火两种工艺,通过在齿圈表面施加压力,使其在淬火过程中获得更高的硬度和更均匀的组织结构。这种技术不仅能够增强齿圈的耐磨性,还能提高其抗冲击和抗疲劳性能。与传统的淬火方法相比,压淬淬火具有更高的工艺精度和更好的质量控制能力,能够确保齿圈的性能更加稳定和可靠。因此,压淬淬火技术在汽车齿圈制造中发挥着重要作用,为汽车的动力传递和行驶性能提供了有力保障。风电轴承感应淬火




- 新能源汽车电机轴感应淬火生产线 2026-03-15
- 风电轴承感应淬火系统 2026-03-15
- 支重轮感应淬火机床 2026-03-14
- 油缸感应淬火系统 2026-03-14
- 冷冻集装箱不锈钢管感应钎焊装置 2026-03-14
- 空调不锈钢管感应钎焊设备 2026-03-14
- 国产感应淬火回火系统 2026-03-14
- 回转轴承内滚道感应淬火机床 2026-03-14




- 01 东莞六千风量油烟净化器安装
- 02 黑龙江滴管包材采购网
- 03 嘉兴耐高温耐低温智能井盖修理
- 04 江苏衣柜 防火柜
- 05 三亚 国产协作机器人机械臂
- 06 安徽圆管绞龙生产厂家
- 07 天津多路无线电遥控定制
- 08 易孚迪车轴感应预热(热装)设备
- 09 海南汽车配件热熔钻头拉伸钻头一件起订
- 10 盐城柔性打磨技术指导