大齿轮感应淬火感应器
关键词: 大齿轮感应淬火感应器 淬火

 2025.09.13
2025.09.13
文章来源:
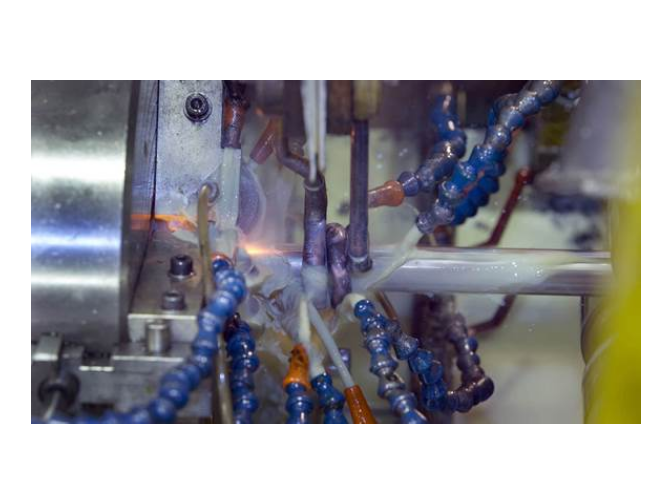
感应淬火是一种多应用于多个行业的表面淬火技术。以下是感应淬火的一些主要应用领域:金属加工行业:感应淬火常用于各种金属工件的表面淬火,如钢、铝、铜等材料的淬火处理。这种技术可以提高工件的硬度和耐磨性。汽车制造行业:在汽车制造中,感应淬火被用于发动机、变速器等零部件的表面淬火处理。例如,曲轴、凸轮轴、飞轮齿圈、半轴、等速万向节、变速叉、传动器轴、十字轴、减震器轴等零件都可以通过感应淬火来提高其耐磨性和扭转疲劳强度。机械加工行业:感应淬火也常用于各种机械零部件的表面淬火处理,以提高其硬度和耐磨性。航空航天行业:在航空航天领域,感应淬火被用于强度高、高耐磨性的金属件的表面淬火处理,如航空发动机叶片、涡轮等。科研与实验:此外,感应淬火还用于各种金属材料的淬火研究和制备,以及科研机构和大学的教学实验等领域。风电行业:在风电领域,感应淬火被大量应用在回转支承和大齿轮的淬火和回火,特别是随着对轴承寿命的要求越来越高,回转轴承的无软带淬火应用也越来越广。总的来说,感应淬火是一种高效、节能、环保的淬火技术,在多个行业都有广的应用,它可以提高产品的质量和效率,同时也符合环保节能的要求。电流通过淬火感应器产生高频交变电磁场,将金属零件表面加热至所需温度,然后通过快速冷却来形成淬硬层。大齿轮感应淬火感应器

感应淬火可能导致轴类零件弯曲变形,影响直线度。其成因是热应力分布不均,尤其是单端加热或冷却不均。控制方法包括:1)采用旋转加热方式,使轴向温度均匀分布;2)设计对称感应器,同时加热轴的两端或对称部位;3)优化冷却策略,分段喷水或使用淬火介质槽,避免局部急冷;4)淬火后校直处理,通过压力机或热校直恢复直线度。易孚迪感应设备(上海)有限公司的轴类淬火机床配备直线度监测模块,可实时反馈变形数据,并通过闭环控制系统调整加热参数,确保淬火后直线度≤0.1mm/m。回转轴承外齿圈感应淬火机床HardLine系列是一个综合性多功能系列,包括适用于各种淬火工作的感应淬火系统。

滚珠丝杠是精密机械中常用的传动元件,其性能直接影响着机械设备的精度和效率。为了提升滚珠丝杠的耐磨性、硬度和使用寿命,感应淬火技术被广泛应用于其生产过程中。感应淬火利用高频电磁场在滚珠丝杠表面产生涡流,使表面迅速加热至淬火温度,随后通过快速冷却,形成一层高硬度、耐磨性强的马氏体组织。这种处理方式不仅增强了滚珠丝杠表面的硬度和耐磨性,还优化了其内部应力分布,提高了整体结构的稳定性和精度。因此,感应淬火技术在提升滚珠丝杠性能、保障机械设备平稳运行方面发挥着重要作用。
感应器打火是淬火过程中的安全隐患,可能损坏设备或工件。其成因包括感应器与工件间隙过小、表面氧化皮或冷却水导电性过高。预防措施包括:1)严格控制间隙(1-3mm),使用高精度定位装置;2)淬火前清理工件表面,去除油污与氧化皮;3)采用去离子水或纯水冷却,电导率≤50μS/cm;4)感应器表面镀绝缘层(如氧化铝),减少漏电风险;5)安装打火检测装置,实时监测电流异常并自动停机。易孚迪感应设备(上海)有限公司的感应淬火系统集成打火保护功能,通过高频电流监测与间隙传感器联动,确保操作安全。易孚迪的HardLine 系列淬火系统包含立式、倾斜式、卧式无心、旋转台、和特殊定制化机器。

在感应淬火过程中,除了加热温度、时间,冷却速度,感应淬火设备以及回火处理等因素外,还有一些其他的影响因素需要关注:材料的成分和组织状态:不同的材料成分和组织状态在感应淬火过程中会有不同的相变行为和硬度变化,因此需要根据具体材料制定相应的淬火工艺。工件的形状和尺寸:复杂的形状和较大的尺寸可能导致加热不均匀,淬火深度和硬度分布不均。因此,在设计工件和制定淬火工艺时,需要充分考虑工件的形状和尺寸因素。淬火介质的选择:不同的淬火介质具有不同的冷却能力和热稳定性,会直接影响工件的淬火深度和硬度。因此,需要根据工件的材料和要求选择合适的淬火介质。感应器的设计和制造:感感应器的结构、尺寸和匝数等参数会影响加热效率和均匀性,进而影响淬火深度和硬度。因此,在设计和制造感应器时,需要充分考虑其结构和参数对淬火效果的影响。工艺参数的优化:工艺参数的优化也是提高感应淬火效果的关键。包括加热功率、加热频率、加热时间、冷却速度等工艺参数都需要根据具体情况进行优化调整,以获得明显的淬火深度和硬度。综上所述,在感应淬火过程中,需要关注多个影响因素,通过综合考虑和优化调整这些因素,可以获得明显的淬火效果。HardLine 系列从小型手动上料的设备到大型自动交钥匙淬火车间,一应俱全。发动机缸套感应淬火回火系统
感应淬火用于齿轮、曲轴、凸轮轴、传动轴、轮毂轴承、等速万向节,转向齿条等多种汽车零部件进行淬火。大齿轮感应淬火感应器
感应淬火频率的选择需综合考虑工件材料、尺寸及硬化层深度要求。高频(100-500kHz)电流透入深度浅(0.1-3mm),适用于薄壁件或表面硬化,如齿轮齿面、凸轮轴凸轮;中频(1-10kHz)透入深度适中(1-10mm),适合轴类零件的颈部或花键淬火;低频(1kHz以下)透入深度可达10mm以上,用于大型零件的整体加热。选择时需平衡加热效率与硬化层均匀性,避免过深或过浅导致性能不足。易孚迪感应设备(上海)有限公司提供多频段电源(1-500kHz),可根据工艺需求灵活切换,并配备仿真软件优化频率参数,确保硬化层深度与硬度分布符合设计标准。大齿轮感应淬火感应器



- 德国高频感应焊管 2026-04-27
- 输入轴感应淬火感应器 2026-04-27
- 转向齿条导电淬火回火设备 2026-04-27
- ENRX感应淬火感应器 2026-04-27
- 车轮高频感应预热设备 2026-04-27
- 法国感应淬火回火设备 2026-04-27
- 汽车扭力管感应淬火回火生产线 2026-04-27
- 轴承高频感应预热机床 2026-04-27




- 01 襄阳首饰批花机
- 02 黑龙江NO NC烟雾感应器生产厂家
- 03 中频智能化感应焊管电源
- 04 河南客制化工业无线遥控器定制
- 05 徐州低压电器厂家
- 06 广东立式转盘机源头厂家
- 07 垂直起降无人机培训报名
- 08 中低压容器不锈钢封头定制
- 09 山西变压器横剪线专业制造商
- 10 深圳高温固定式球阀厂家