多工位钎焊系统
关键词: 多工位钎焊系统 钎焊

 2025.10.05
2025.10.05
文章来源:
大型变压器引线钎焊过程中产生气孔会影响焊接接头的质量,降低其机械性能和电气性能。产生气孔的原因主要有以下几方面。一是钎料和母材表面存在油污、氧化膜等杂质,在钎焊过程中这些杂质分解产生气体,若气体来不及逸出就会形成气孔。二是钎剂选择不当或使用量不足,钎剂具有去除氧化膜和防止氧化的作用,如果钎剂不能有效发挥作用,会导致气体产生和积聚。三是钎焊温度过高或保温时间过长,会使钎料中的气体溶解度增加,冷却时气体析出形成气孔。四是焊接环境湿度较大,空气中的水分在钎焊过程中蒸发产生气体。解决方法包括:钎焊前对钎料和母材表面进行彻底清理,去除油污、氧化膜等杂质;根据母材和钎料的类型选择合适的钎剂,并严格控制钎剂的使用量;合理控制钎焊温度和保温时间,避免温度过高和保温时间过长;改善焊接环境,降低湿度。易孚迪感应设备(上海)有限公司的感应钎焊设备具有精确的温度控制功能,能够减少因温度控制不当导致的气孔问题,提高焊接质量。Minac 便携式感应钎焊电源具有体积小巧,便于携带,可适用于不同形状的工件钎焊。多工位钎焊系统
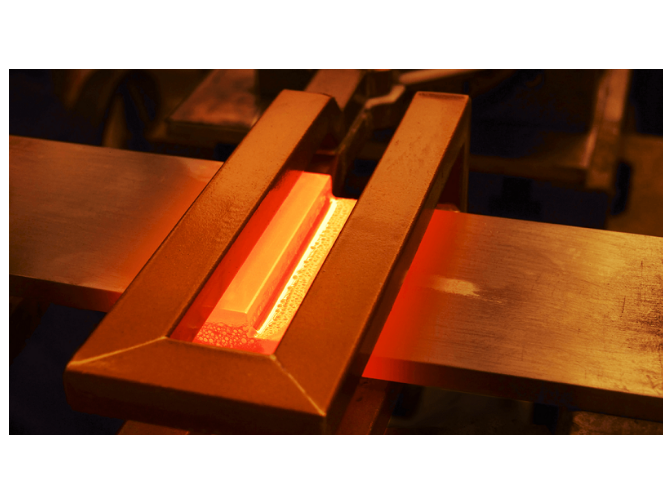
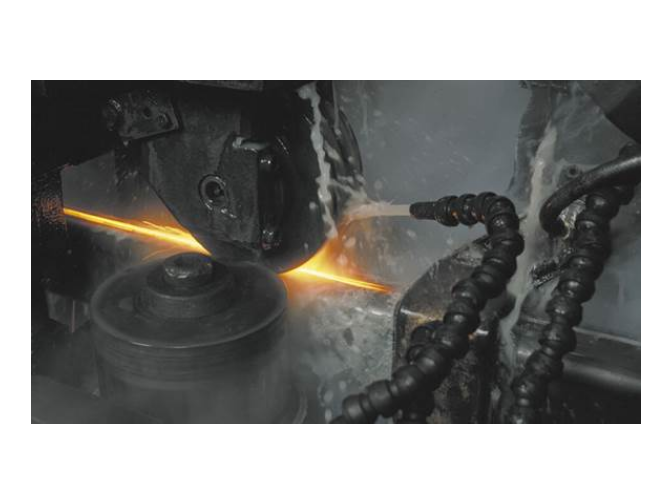
感应加热在大型变压器引线钎焊中具有明显优势,主要体现在加热效率、工艺精度及环保性三方面。首先,感应加热通过电磁感应直接作用于金属工件,能量转换效率高达90%以上,较传统火焰加热节能40%-60%,尤其适合连续化生产线。其次,其加热区域可控性强,可通过调整感应线圈形状和频率实现局部精确加热,避免对变压器绝缘材料造成热损伤。例如,采用高频感应加热时,热量可集中于引线与导电杆的接触面,而周围区域温度上升不足50℃,有效保护了绝缘纸和线圈结构。此外,感应加热无明火、无废气排放,符合绿色制造要求。易孚迪感应设备(上海)有限公司的感应钎焊设备采用IGBT逆变技术,支持毫秒级功率响应,可精确匹配不同钎料的熔化特性。其设备还配备远程监控功能,可通过手机或PC端实时查看加热数据,助力变压器制造商实现智能化生产管理。铜线感应钎焊生产线感应钎焊工艺越来越多地应用在铝、不锈钢和其他金属的加工生产中,同时为钎焊技术提出了更高的要求。

冰箱铝管感应钎焊的工艺参数需围绕加热温度、加热时间、钎料供给及冷却方式四个重要要素优化。加热温度需精确控制在钎料熔点以上10-30℃,例如使用Al-Si系钎料(熔点577-610℃)时,加热温度应设定为620-640℃,避免温度过高导致铝管熔蚀或钎料挥发;加热时间需根据铝管壁厚调整,如φ8mm铝管在15kW功率下加热时间为3-5秒,过短会引发钎料未熔透,过长则可能使铝管变形。钎料供给方式直接影响填充质量,推荐采用环形钎料环(内径与铝管外径间隙0.1-0.2mm),配合氮气保护(流量5-10L/min)防止氧化;对于长铝管(>1m),需分段加热并同步推送钎料,确保连续填充。冷却方式需采用快速风冷(风速3-5m/s),使钎焊层在10秒内从600℃降至200℃以下,避免慢冷导致脆性相(如Al-Fe-Si三元化合物)析出。易孚迪感应设备(上海)有限公司不仅提供感应钎焊设备,还可为客户定制工艺方案。其设备配备的数据记录功能,可存储焊接过程中的温度、时间等参数,为质量追溯提供依据。
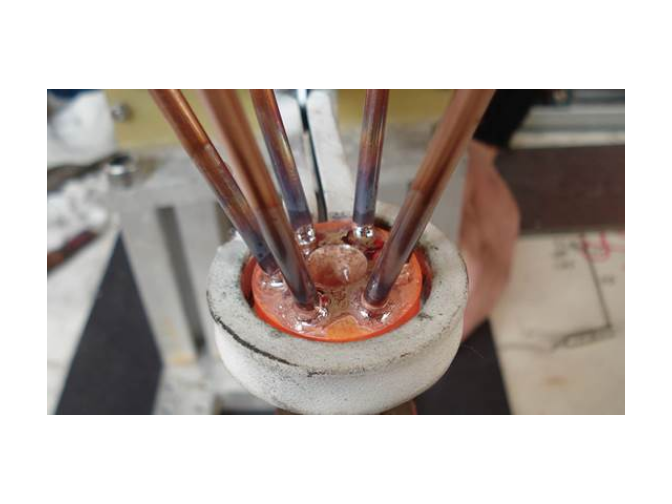
水力发电机组铜排钎焊用的感应钎焊设备需定期维护以确保其稳定运行和延长使用寿命。首先,日常维护包括清洁设备表面和感应线圈,去除灰尘和油污,防止绝缘性能下降;检查冷却系统,确保冷却水流量和温度正常,避免设备过热;检查电气连接,确保接线牢固无松动,防止接触不良引发故障。其次,定期保养包括更换冷却液和过滤器,防止杂质堵塞管道;检查感应线圈的绝缘性能,如有破损需及时修复或更换;对设备进行全方面清洁和润滑,减少机械磨损。此外,需定期校准设备参数,如功率、频率和温度控制,确保其精度符合要求。操作人员应接受专业培训,熟悉设备操作规程和安全注意事项,避免误操作导致设备损坏。易孚迪感应设备(上海)有限公司,作为ENRX集团在中国的技术服务中心,不仅提供高性能的感应钎焊设备,还配备专业的售后服务团队,可为客户提供定期维护、故障排查和操作培训等全方面支持,确保设备长期稳定运行,延长使用寿命。发电机和变压器的引线、绞线和各种母线,也特别适合使用感应钎焊进行焊接。

水力发电机组铜排和引线钎焊时,预热具有重要作用。首先,预热可降低母材与钎料之间的温度梯度,减缓焊接过程中的热应力,从而减少裂纹和变形风险。其次,预热能提高钎剂的活性,促进氧化膜的去除,增强钎料对母材的润湿性,确保焊缝成形良好。此外,对于厚壁铜排或导热性较差的材料,预热可缩短焊接时间,提高生产效率。预热操作需根据铜排材质、尺寸及焊接工艺确定预热温度和时间,通常采用感应加热、火焰加热或电阻加热等方式。感应加热预热具有加热速度快、均匀性好的优点,可通过调节感应加热电源的功率和频率精确控制预热温度。预热时需确保铜排整体受热均匀,避免局部过热导致性能下降。预热完成后,应尽快进行钎焊操作,以减少热量损失和氧化风险。易孚迪感应设备(上海)有限公司,作为ENRX集团在中国的技术佼佼者,其生产的感应预热设备采用先进控制技术,可精确调节预热参数,确保铜排和引线钎焊前的预热效果达到很好,为高质量焊接提供保障。易孚迪(ENRX)的感应钎焊生产线可以更高地提升生产效率,实现自动控制和连续钎焊作业。钎焊感应器
感应钎焊具有快速加热、精确控温和自动化操作的优势。多工位钎焊系统
常见故障有钎料不流动,多因助焊剂失效或加热温度不足,解决办法是更换新的助焊剂并适当提高加热温度。焊接后出现泄漏,可能是接口未对齐或钎料填充不充分,需重新调整铜管接口位置,确保对齐,并增加钎料用量或延长加热时间。还有可能出现焊接部位氧化严重,这是因为加热时间过长或保护措施不到位,可缩短加热时间并在焊接时通入惰性气体保护。易孚迪感应设备(上海)有限公司,是 ENRX 集团于 2001 年在上海兴建的一家独资子公司,是 ENRX 集团在中国及亚洲乃至全世界提供感应加热设备的生产、销售以及技术服务的重要基地之一。ENRX 上海工厂的技术团队能为这些故障提供专业的解决办法,其生产的感应钎焊设备可有效降低故障发生率,售后服务部门也能及时提供支持。多工位钎焊系统




- 上海感应钎焊电源 2026-05-06
- 非磁性钢中频焊管系统 2026-05-06
- 数字化感应钎焊电源 2026-05-05
- 汽车铝管感应钎焊生产线 2026-05-05
- 易孚迪Weldec高频感应焊管 2026-05-05
- 方钢高频焊管设备 2026-05-05
- 商用空调铝管感应钎焊装置 2026-05-05
- Weldec中频感应焊管焊缝正火及退火感应器 2026-05-05



- 01 福建全景工业镜头哪家好
- 02 临汾工业控制实训平台云教材开发
- 03 上海食品级滤油机销售厂家
- 04 江浙沪半导体激光锡球非标定制
- 05 江苏低温蒸汽加热系统烘干机
- 06 江苏小型五轴雕铣机家用款
- 07 安徽省 电动斜杆放料阀报价
- 08 重庆酒店餐厅厨房设备哪家靠谱
- 09 河北大功率多功能激光切割机工作原理
- 10 盐城轨道交通折叠fin厂家