云南全自动包装线哪个好
关键词: 云南全自动包装线哪个好 包装线

 2025.10.07
2025.10.07
文章来源:
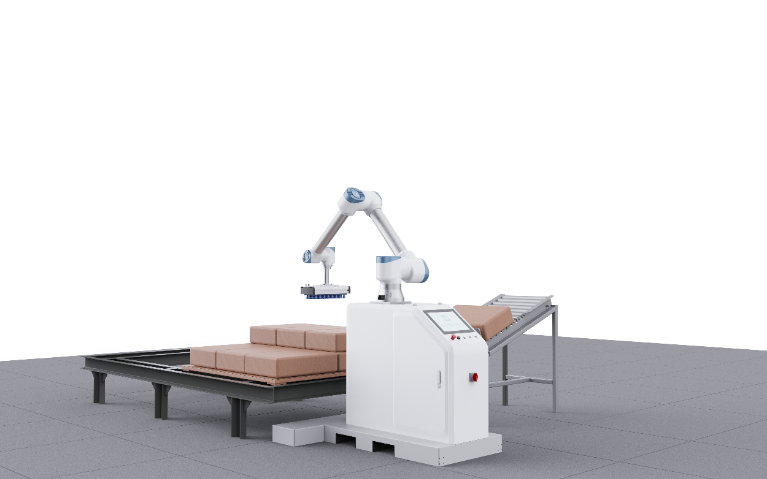
若贝特智能包装线是现代制造业智能化升级的良好选择,以其卓 越性能和可靠品质赢得市场信赖。整线集成自动开封箱机、智能分拣机和协作码垛机器人,实现包装流程的全 面自动化。分拣单元采用若贝特高速并联机器人,每分钟170次的分拣效率和±0.05mm的定位精度,确保产品快速准确分派。码垛环节由若贝特协作码垛机器人担当,10-40kg的负载能力和±0.04mm的重复定位精度,使其在3200mm直径和1600-2400mm高度范围内自如作业。整线设计节能环保,额定电压220V,关键工位功耗3.3kW,支持24小时不间断运行。智能控制系统通过TCP/IP协议实现设备间高效协同,完美融入智能工厂生态系统。该生产线特别适用于多品种、大批量的生产场景,帮助企业提升竞争力。包装线兼容多种包装形式如盒装袋装罐装。云南全自动包装线哪个好

若贝特智能包装线为家居行业提供全能型包装解决方案!我们针对清洁剂、工具组、日用百货等产品的多样化包装需求,开发出高度灵活的智能包装系统。高速分拣单元采用创新设计,并联机器人以每分钟170次的分拣速度和±0.05mm的定位精度,准确处理各种形状和材质的家居用品。码垛环节表现突出,机器人凭借10-40kg的负载能力和±0.04mm的超高精度,智能适应重箱堆叠需求,支持多种垛型规划。整线运行稳定可靠,额定电压220V,关键工位功耗控制在3.3kW以内,支持长时间连续作业。系统具备卓 越的兼容性,可快速切换不同产品包装规格,缩小设备调整时间。若贝特智能包装线还集成智能管理系统,实时监控设备状态,通过数据分析优化生产流程。选择若贝特,就是选择家居包装的智能升级,让我们用先进技术助力企业提升包装效率,降低运营成本,赢得市场先机!浙江上下料包装线智能制造包装线为现代智能制造提供可靠包装支持。

若贝特智能包装线整合解决方案以其卓 越的性能和可靠性,成为现代制造业自动化升级的理想选择。该生产线集成自动开封箱机、智能分拣机和协作码垛机器人,实现从产品分拣到堆垛的全流程自动化作业。分拣环节采用若贝特高速并联机器人,每分钟170次的分拣速度和±0.05mm的重复定位精度,确保对轻型产品的快速、准确分派。码垛单元配备若贝特协作码垛机器人,具有10-40kg负载能力与±0.04mm超高重复定位精度,在3200mm直径与1600-2400mm高度范围内灵活作业,适应多种垛型规划,码垛效率不高于8件/分钟。整线额定电压220V,关键工位功耗控制在3.3kW以内,支持全天候稳定运行。若贝特包装线具备良好的系统兼容性与扩展性,通过TCP/IP通讯实现设备间高效协同及与生产管理系统的无缝集成,特别适用于食品、医药、3C电子、日化等行业的多品种、批量化包装场景,有效帮助企业降低人力成本,提高产能一致性。
若贝特袋装产品智能包装线专为各种袋装产品设计,提供高效的自动化包装解决方案。整线集成自动袋整理机、袋装产品分拣系统和智能码垛设备,支持自立袋、三边封袋、四边封袋等多种袋型。分拣环节采用若贝特高速并联机器人,配备专 用袋装产品夹爪,每分钟170次分拣效率配合±0.05mm定位精度,可精细分拣各类袋装产品。码垛单元使用若贝特协作码垛机器人,10-40kg负载能力适应各种袋装产品包装箱,±0.04mm重复定位精度确保袋装产品堆垛整齐。整线配备袋形整理装置和充气保护系统,确保袋装产品在包装过程中不变形。特别设计防刺破装置,避免尖锐物品刺破包装袋。该生产线适用于食品、日化、农产品等袋装产品的包装,帮助企业提高袋装产品包装效率40%,产品破损率降低至0.3%以下。包装线适合企业连续化大规模生产场景。

若贝特冷链食品智能包装线专为冷冻、冷藏食品设计,可在低温环境下稳定运行。整线采用耐低温材料制造,配备保温装置和除霜系统,确保-25℃至5℃环境下的正常运行。分拣环节采用若贝特高速并联机器人,特殊设计的低温版本可在冷冻环境下保持每分钟170次的分拣效率,±0.05mm定位精度确保冷冻食品精细分拣。码垛单元使用若贝特协作码垛机器人低温型号,10-40kg负载能力适应各种冷冻食品包装箱,±0.04mm重复定位精度确保垛型稳定。整线配备温度监控系统和冷凝水处理装置,防止设备结冰。特别设计防滑输送系统,确保冷冻包装箱在输送过程中不打滑。该生产线支持速冻食品、冰淇淋、冷冻调理食品等多种冷链产品的自动化包装,帮助冷链食品企业提高包装效率30%,能耗降低20%。包装线通过防锈防腐蚀处理延长使用寿命。安徽搬运包装线
包装线配备安全防护装置维护操作人员安全。云南全自动包装线哪个好
若贝特智能包装线以先进的技术和稳定的性能,为制造业提供可靠的自动化包装解决方案。整线集成自动开封箱机、智能分拣机和协作码垛机器人,实现从产品分拣到堆垛的全流程自动化作业。分拣环节采用若贝特高速并联机器人,每分钟170次的分拣速度和±0.05mm的重复定位精度,确保对轻型产品的快速、准确分派。码垛单元搭载若贝特协作码垛机器人,具备10-40kg负载能力与±0.04mm超高重复定位精度,在3200mm直径与1600-2400mm高度范围内灵活作业,适应多种垛型规划,码垛效率不超过8件/分钟。整线额定电压220V,关键工位功耗控制在3.3kW以内,支持全天候稳定运行。该系统通过TCP/IP通讯实现设备间高效协同及与生产管理系统的无缝集成,特别适用于食品、医药、3C电子、日化等行业的多品种、批量化包装场景,在保障精度与可靠性的同时,有效帮助企业降低人力成本,提高产能一致性。云南全自动包装线哪个好



- 广东工业包装线生产厂家 2025-12-18
- 四川智能湿巾贴盖设备定制价格 2025-12-17
- 安徽食品包装线大全 2025-12-17
- 安徽包装线哪家好 2025-12-17
- 四川分拣包装线大全 2025-12-17
- 江西上下料包装线生产厂家 2025-12-17
- 浙江五金包装线大全 2025-12-16
- 山东3C电子包装线怎么样 2025-12-16




- 01 陕西高防护等级电控显示器厂家
- 02 广东静音分配器
- 03 西安机械压纸机供应商
- 04 湖北燃气锅炉
- 05 徐州仓储解决方案
- 06 云南家用无油静音空压机多少钱
- 07 苏州滤胶机报价
- 08 江西10兆帕机床冷却泵定做
- 09 济南机床切割机厂家
- 10 安徽供应气囊折叠机配件