湖北模具氮化钛效延长刀具使用寿命
关键词: 湖北模具氮化钛效延长刀具使用寿命 氮化钛

 2026.04.28
2026.04.28
文章来源:
模具表面处理是通过物理、化学或复合方法改变模具表面成分、组织或性能的技术,旨在提升模具的耐磨性、耐腐蚀性、抗疲劳性及使用寿命,同时降低摩擦系数、改善脱模性能,是模具制造中提升性能、降低成本的关键环节。以下从处理目的、常见方法、应用场景及选型原则四个方面进行详细说明:一、处理目的提升耐磨性:模具在长期使用过程中,表面会受到磨损,导致尺寸超差、表面拉毛等问题。表面处理可以形成高硬度的保护层,显著提高模具的耐磨性。增强耐腐蚀性:模具在接触腐蚀性介质(如塑料中的分解气体、冷却液等)时,表面容易发生腐蚀,影响模具的使用寿命。表面处理可以形成致密的氧化膜或涂层,有效抵抗腐蚀。提高抗疲劳性:模具在反复承受交变应力时,表面容易产生疲劳裂纹,导致模具失效。表面处理可以引入残余压应力,细化表面晶粒,提高模具的抗疲劳性能。改善脱模性能:模具表面粗糙度过高或存在粘附物时,会影响制品的脱模,导致生产效率下降。表面处理可以降低模具表面粗糙度,减少粘附力,提高脱模效率。采用相沉积进行氮化钛表面处理,镀层结合力强,可改善金属表面摩擦与抗氧化特性。湖北模具氮化钛效延长刀具使用寿命

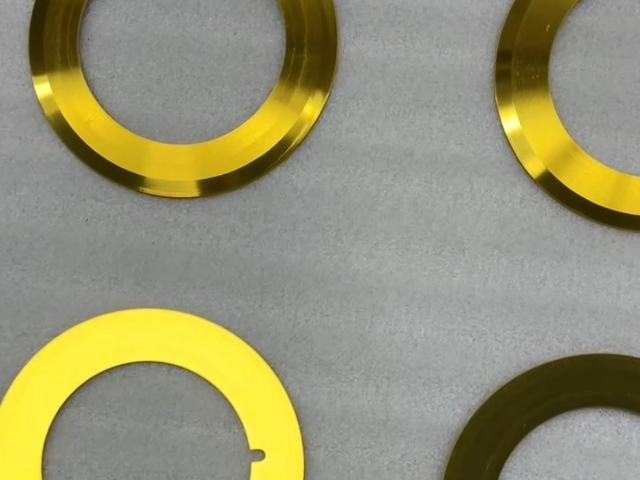
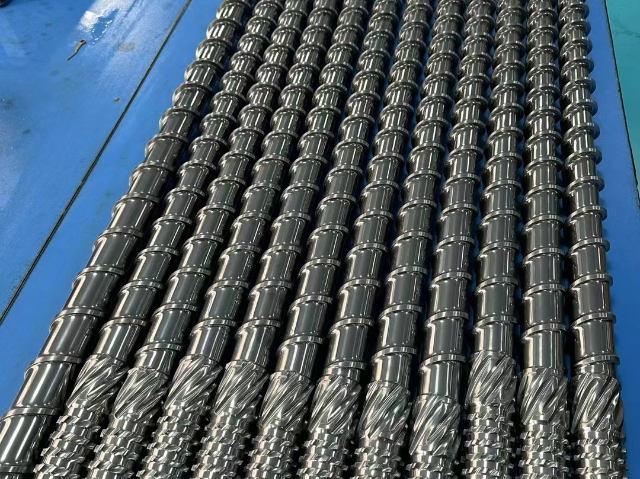
主要应用领域切削刀具:钻头、铣刀、车刀片。TiN 是应用的刀具涂层,能大幅提高切削速度和进给率。模具工业:注塑模、冲压模。用于脱模防粘,提高模具抗磨损能力。医疗器械:手术刀、骨科植入物(如髋关节球头)。因其耐磨且人体排异性小。装饰镀层:手表表壳、五金卫浴、建筑五金。替代传统的电镀黄金(环保且硬度更高)。常见的氮化钛基复合涂层单纯的 TiN 涂层在某些高温或高硬度工况下存在局限,因此衍生出了多种改进型涂层:TiCN (氮碳化钛) :在 TiN 中引入碳。硬度比 TiN 更高(可达 3000-3500 HV),颜色呈灰黑色或暗灰色。适用于高硬度钢材的切削和冲压模具。AlTiN / TiAlN (氮化铝钛 / 氮化钛铝) :目前的主流高性能涂层。通过加入铝元素,抗氧化温度可提升至 800-900℃。适合高速切削、干式切削以及加工难加工材料(如不锈钢、钛合金、高温合金 Inconel)。颜色通常为紫灰或黑色。CrN (氮化铬) :虽然不含钛,但常与 TiN 搭配。其内应力较低,耐腐蚀性很好,且抗粘附性优于 TiN,特别适合加工容易产生积屑瘤的铜、铝等软质材料,颜色为银灰色。湖北滚刀氮化钛提升生产效率氮化钛表面处理能在工件表面形成高硬度镀层,有效提升耐磨、耐蚀性能,延长零部件使用寿命。

提高抗疲劳性引入残余压应力:表面淬火:如激光表面淬火、火焰淬火等,通过快速加热和冷却使模具表面形成一层硬而脆的马氏体组织,同时引入残余压应力。残余压应力能够抵消部分工作应力,延缓疲劳裂纹的萌生和扩展,从而提高模具的抗疲劳性能。喷丸强化:利用高速弹丸冲击模具表面,使表面产生塑性变形和残余压应力层。残余压应力层能够提高模具的抗疲劳强度。细化表面组织:表面淬火:通过细化表面组织,提高材料的均匀性和致密性,从而减少疲劳裂纹的萌生点,提高抗疲劳性能。
表面覆盖层这是直观、应用广的一类,通过物理或化学方式在工件表面覆盖一层新材料。电化学法:电镀:在电解质溶液中,以工件为阴极,通电后使金属离子在其表面沉积形成镀层,如镀锌、镀铬、镀镍等,能防锈、装饰或提高导电性。阳极氧化:主要用于铝及铝合金,通过电化学作用在表面生成一层致密的氧化铝(Al₂O₃)膜,极大提高耐磨性和耐腐蚀性,还可染色。化学方法:化学镀:无需外接电源,通过溶液中的化学反应在工件表面沉积金属层,如化学镀镍,能在复杂形状工件上形成均匀镀层。磷化/钝化:通过化学反应在金属表面形成转化膜(如磷酸盐膜),常用作涂装的底层或防锈。热加工法:热喷涂:将金属或非金属材料加热熔化,用高速气流雾化并喷射到工件表面形成涂层。超音速火焰喷涂正在成为替代传统电镀铬的环保选择。堆焊:在工件表面熔敷一层耐磨、耐蚀的合金层。真空法:物相沉积(PVD):在真空中将材料气化并沉积在工件表面,形成薄膜。例如,我们常说的真空电镀就是其中一种,能做出仿金属的效果,环保性好。化学气相沉积(CVD):通过气态物质在工件表面发生化学反应,生成固态沉积层。氮化钛表面处理可在材料表面形成稳定镀层,大幅提升耐磨、耐蚀与耐高温性能,适用于各类精密机械零件。

涂层工艺:两大主流技术这是刀具表面处理中心,目前绝大多数高性能刀具都采用以下两种方法之一:(PVD)工作原理:在真空中,用物理方法(如溅射、蒸发)将涂层材料“打”成原子或离子,然后沉积在刀具表面-1-5。特点:低温(500℃以下),不影响高速钢刀具的硬度;薄膜(2-5μm),可保证复杂刀具(如丝锥、铣刀)的原有精度。常见涂层材料:TiN(黄金色)、TiCN(蓝灰色)、TiAlN(紫黑色)-1-5。适用刀具:高速钢刀具、整体硬质合金精密刀具(钻头、铣刀、铰刀)-1-2-5。化学气相沉积(CVD)工作原理:在高温下,让含有涂层元素的气体发生化学反应,生成的固态物质沉积在刀具表面-1-5。特点:高温(900-1100℃);厚膜(5-10μm);结合力极强,耐磨性好-1-2-6。常见涂层材料:TiC、Al₂O₃(氧化物)、多层复合涂层氮化钛表面处理工艺环保高效,成膜结合力强,改善工件表面性能,满足高精度使用要求。湖北模具氮化钛效延长刀具使用寿命
医疗器械经氮化钛表面处理,兼具耐磨与生物相容性,安全可靠。湖北模具氮化钛效延长刀具使用寿命
刀具表面处理是一个内涵很广最常见的涂层技术,其实还包括涂层前为了让膜层结合更牢固的预处理,以及涂层后为了进一步提升性能的精加工。涂层前预处理:打好地基在正式涂层前,刀具表面需要“清洁”和“强化”,这是保证涂层不脱落、刃口不崩刃的基础。清洁与粗化(如湿喷砂):用含有极细磨料的液体流高速冲击刀具表面-7。这能像“精细洗牙”一样,去除掉表面的油污、氧化层和脆弱层,同时制造出均匀的微观凹凸,让后续的涂层能像树根扎进泥土一样“抓”得更牢,结合强度可提高2倍以上-7。刃口强化(如ESC工艺):新磨好的刀刃过于锋利,微观下呈锯齿状,容易崩口。ESC工艺通过振动珩磨等方法,将刃口精确地钝化到一个比较好半径(比如实验得出的50μm)-9。这能增强刃口强度,减少崩刃风险,让刀具耐用度提高1.2倍甚至更多-9。湖北模具氮化钛效延长刀具使用寿命
马鞍山德耐纳米科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在安徽省等地区的精细化学品中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,马鞍山德耐纳米科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!




- 福建汽车零部件DLC氮化铬CrN 2026-04-29
- 天津刀具TD 2026-04-29
- 天津滚刀DLC氮碳化钛TiCN 2026-04-29
- 天津压铸模具DLC硬度高 2026-04-29
- 湖北刀具DLC金刚石涂层 2026-04-29
- 河北注塑模具DLC硬度高 2026-04-29
- 切刀氮化铬铝氮化钛TIN 2026-04-28
- 上海滚刀氮化铬铝抗氧化性能好 2026-04-28




- 01 上海附近中空胶厂家现货
- 02 福建流态冰浆蓄冷舱
- 03 安徽高导热高挤出12W导热凝胶散热胶
- 04 温州工业防锈剂
- 05 华东磷脂酰丝氨酸粉末供货公司
- 06 河南医疗器械氮化铬铝氮化铬铝
- 07 常德诚信的雾锡厂家报价
- 08 安徽铜材脱脂剂销售厂家
- 09 江苏防腐环氧树脂生产厂家
- 10 九江质量好的雾锡推荐厂家