常州全自动生产线设备厂家
关键词: 常州全自动生产线设备厂家 生产线

 2026.04.30
2026.04.30
文章来源:
集混合、造粒、干燥、筛分于一体的全流程生产线, 设备包括卧式螺带混合机(混合时间≤10min)、旋转挤压造粒机(模孔直径0.8-3.2mm)、桨叶式干燥机(传热系数≥80W/m²·K)。系统通过变频控制加料速度(10-100kg/min)、蒸汽压力(0.4-0.8MPa)、振动筛频率(15-35Hz),确保成品粒度均匀性(CV≤5%)。创新采用脉冲式气流干燥技术,干燥效率提升30%。整线配备金属探测仪(灵敏度Fe≤Φ0.5mm)、重量选别机(精度±0.2g),确保产品质量稳定性。兼容16-100目多种规格,年产能 2万吨, 多应用于复合肥、饲料添加剂等领域。江苏金旺智能科技有限公司设有固体加工车间,专注农化制剂智能工厂服务 。常州全自动生产线设备厂家

集粉碎、混合、造粒、烘干、冷却、筛分六大功能于一体,采用桨叶式干燥机(热效率≥85%)与振动流化床(振幅可调0-15mm)组合工艺。系统配置微量添加剂自动计量装置(精度0.01%),确保养分均衡度≥98%。整线采用模块化设计,换型时间<30分钟,兼容1-5mm多种粒径需求。配备脉冲除尘器(过滤精度0.3μm)、金属探测仪(Fe≤Φ0.7mm),确保产品洁净度。年产能3万吨,支持颗粒状、粉状等多种形态生产,满足冲施肥、叶面肥等细分市场需求。常州全自动生产线设备厂家金旺智能秉持“为客户、员工、社会创价值”的初心,深耕农化智能工厂服务 。
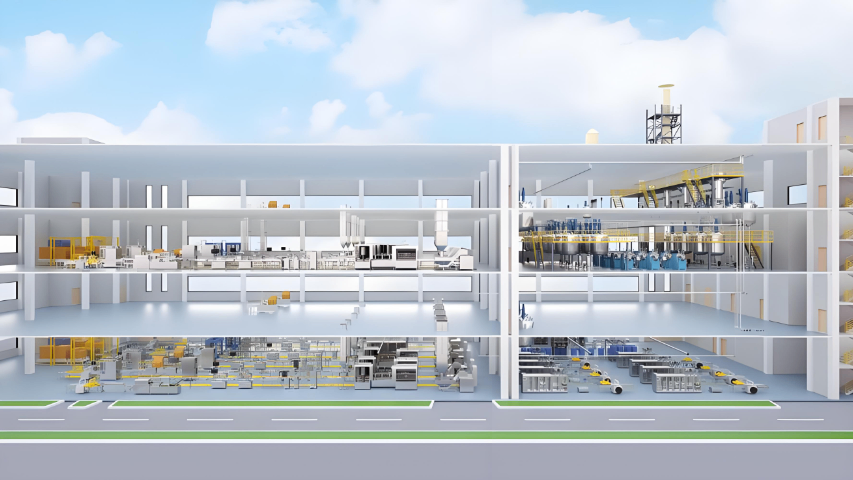
浙江禾本液体车间项目是聚焦液体产品生产,配备专业设备打造高效生产线的化工建设项目。金旺智能为该项目提供了液体智能生产线解决方案,包含负压投料、在线搅拌、称重式灌装等技术,其中负压投料避免了溶剂挥发,车间有害气体浓度降低70%;在线搅拌使液体均匀度达99.8%;称重式灌装精度达±1ml。生产线采用全密闭设计,防止物料污染,且与智能仓储对接,实现了从生产到仓储的全流程自动化。该项目使浙江禾本液体产品产能提升50%,达1.5万吨/年,生产效率提升60%,同时产品质量稳定性显著提高,客户投诉率下降80%,成为液体药剂智能化生产的典范。
1-5Kg袋装高速智能生产线是能高速、智能生产1-5Kg袋装产品的生产线。整线运行速度如高速公路般高效——生产5Kg袋装面粉时,每分钟可完成40袋,比传统生产线快。它的自动套袋装置像戴手套般将袋子准确套在出料口,称重系统采用动态补偿技术,即使在高速运行中,5Kg袋装的重量误差也能控制在±10g;热封装置配备温度自适应系统,根据环境温度自动调整热封温度,夏季热封180℃,冬季热封200℃,确保无论季节如何变化,封口强度始终保持在35N以上,运输过程中不会出现破袋现象。WFT-12H在线检重剔除一体机是可在线检测产品重量并剔除不合格品的设备。

肥料智能加工是利用智能手段进行肥料加工的过程。在固体水溶肥生产中,智能加工系统集成负压投料、立体布局造粒和尾气处理技术,其中负压投料使原料损耗率从3%降至0.5%,造粒塔内的热风循环系统让颗粒水分含量稳定在0.5%以下,遇水速溶时间小于10秒。某水溶肥工厂案例显示,智能加工生产线每分钟可生产200kg颗粒,产能较传统工艺提升3倍,且通过配方管理系统准确调控氮、磷、钾比例,产品养分含量误差小于±0.5%,农户使用后反馈作物吸收率提高25%,产量增加18%,充分体现了智能加工在肥料生产中的优势。LP-200EH全自动理瓶机是自动对瓶子进行整理的机械设备。自动化生产线客服电话
设备效率数字化是通过量化指标评估设备产出、能耗等,挖掘提升效率的潜力与方向。常州全自动生产线设备厂家
针对高浓度 C₃H₈NO₅P母液特性设计的连续化生产系统,主体工艺包括原料计量、在线配伍、动态反应、精密过滤四大模块。 设备含电磁流量计(精度0.2级)、双螺旋锥形混合机(混合时间≤30s)、陶瓷膜过滤器(孔径0.1-1μm)。系统创新采用负压投料技术(真空度-0.09MPa),使粉尘捕集率达99.8%;配置pH/ORP联锁控制系统,确保有效成分含量≥41%。整线耐腐蚀性能 ,关键部件采用哈氏合金材质,可耐受pH 1-14极端工况。配套全自动灌装封口机(速度200瓶/分钟),支持20-500L多种包装规格。年处理能力达5万吨,单位能耗较传统工艺降低25%,满足《GB 22609-2008》环保标准。常州全自动生产线设备厂家




- 江苏汽车零件密集库解决方案 2026-05-01
- 汽车零件高位库定制 2026-05-01
- 浙江自动化高位库 2026-05-01
- 苏州医药密集库 2026-05-01
- 化工农药灌装机品牌排行 2026-05-01
- 性价比高的农药灌装机图片 2026-05-01
- 性价比高农药灌装机厂家直销 2026-05-01
- 江苏汽车零件仓储设备厂家 2026-05-01




- 01 云南高校专属的实训室电子班牌系统架构图
- 02 松江区日用品立式转盘机价格
- 03 全直流无刷电机生产商家
- 04 江苏巨型设备维修服务热线
- 05 江苏生活供水设备
- 06 河南购买焊烟除尘设备解决方案
- 07 深圳电子超声波清洗机联系热线
- 08 福建封闭式冷库供应商
- 09 郑州立式去毛刺机供应
- 10 FYG-400ZN 型绕线机厂家报价