重庆锥形沉孔钻头加工参数
关键词: 重庆锥形沉孔钻头加工参数 沉孔钻

 2026.05.07
2026.05.07
文章来源:
选择深孔加工沉头钻供应商,需要建立一套动态的评估体系,关键在于考察其解决“长径比”难题的能力。深孔加工的挑战是刀具的刚性衰减和排屑困难。供应商,不应只提供标准加长钻,而应具备“变螺旋角”和“内冷流道优化”的设计能力。通过改变螺旋槽的升角,可以改变切削力的方向,抑制加工过程中的颤振。同时,供应商应具备流体动力学仿真能力,能针对客户的冷却液压力,设计出合适的排屑槽截面,确保切屑能被顺利“吸”出孔外,而不是堵塞在槽内导致断刀。中科金钻(深圳)科技有限公司在深孔钻头的设计中,引入了“防偏斜导向条”设计,在钻头外圆处预留了微小的支撑带,如同给钻头装上了“轮子”,使其在深孔中也能保持直线进给,彻底解决了深孔偏斜的行业难题。参数匹配影响钻头性能。中科金钻提供数学模型验证参数,优化切削速度与进给,明显延长钻头使用寿命。重庆锥形沉孔钻头加工参数

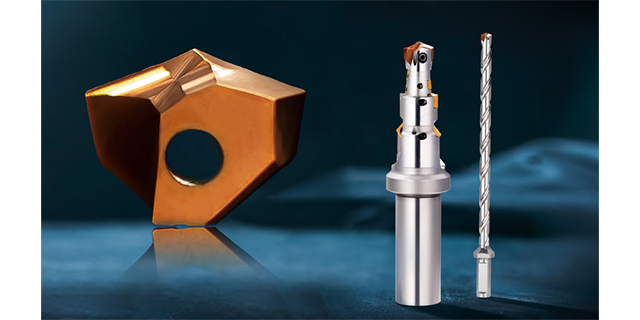
铝合金材料因其轻质、易加工的特性,在汽车零部件、电子设备外壳等领域应用广,但加工过程中易出现粘刀、毛刺等问题,对沉头钻的刃型设计和切削参数提出更高要求。选购时需重点关注钻头的刃口锋利度与排屑槽结构:锋利的切削刃能减少加工硬化,螺旋角较大的槽型则有助于铝屑快速排出,避免划伤已加工表面。同时,铝合金导热性高,若钻尖散热不足易导致积屑瘤,因此内冷通道设计尤为关键。对于沉孔加工,还需评估钻头的定心能力——铝合金材质较软,若钻尖摆动过大,沉孔台阶面容易产生振纹或偏斜。实际应用中,建议优先选择经过表面处理的钻头,以降低摩擦系数并延长寿命。此外,铝合金工件对毛刺控制要求严格,尤其是通讯基站壳体等需装配密封的部件,需确保沉头钻能一次性完成钻孔、倒角、锪平面,避免二次去毛刺工序。中科金钻(深圳)科技有限公司基于群钻4.0技术开发的沉头钻,通过数学模型优化钻尖角度与断屑槽形,适配铝合金高转速、大进给的加工特性,其可换钻尖结构兼顾经济性与稳定性,特别适合批量生产铝合金工件的企业。重庆锥形沉孔钻头加工参数复合皇冠钻将钻孔、沉孔、倒角、锪平面集成于一体,一次走刀完成多道工序。

深孔沉孔加工面临的挑战是排屑不畅导致的刀具损坏和孔壁质量下降。当加工深度达到高倍径以上时,切屑在孔内堆积容易引起钻头崩刃。深孔沉孔钻头需要具备高压内冷系统,通过冷却液将切屑强制排出孔外。钻尖结构设计方面,需要平衡沉孔底面平整度和深孔定心稳定性这对矛盾需求。针对20倍径的超深孔场景,刀具刚性需要特殊加强,同时通过优化切削参数控制加工热变形。在难加工材料领域,深孔沉孔钻还要解决材料加工硬化导致的刀具磨损问题。中科金钻(深圳)科技有限公司的深孔钻系列采用可换钻尖设计,刀体经过特殊热处理增强刚性。
90度沉孔钻头在机械装配中扮演着重要角色,其主要功能是为螺钉头或螺栓头提供准确的容纳空间,使紧固件能够与工件表面平齐或略低于表面。这种设计不但满足了外观美观的需求,更重要的是避免了凸出的紧固件对机械运动造成干涉。在液压阀块、模具模板等需要高平面度的部件上,90度沉孔的加工质量直接影响到密封性能和装配精度。与传统先钻孔后锪平的工艺相比,90度沉孔钻头能够一次完成钻孔和沉孔加工,消除了多次装夹带来的位置误差。在实际应用中,这种钻头特别注重沉孔角度的准确性,任何角度偏差都会导致螺钉头无法完全嵌入,影响装配效果。对于不同材质的工件,沉孔钻头的切削几何参数需要相应调整,比如加工铸铁时侧重耐磨性,而铝合金加工则要考虑排屑顺畅性。中科金钻(深圳)科技有限公司开发的复合钻技术将90度沉孔功能与钻孔、倒角工序集成于一体。基于群钻4.0技术平台,公司设计的沉孔钻头采用三尖七刃结构,确保了切削过程的稳定性。这种一体化加工方案特别适合液压阀体等对密封面要求严格的零部件生产,能够保证沉孔底面平整度和角度精度达到设计要求。厂家需具备设计与精密制造能力。中科金钻拥有自主研发的五轴数控磨床,保障复合沉孔钻头性能稳定。

沉孔加工在机械连接中扮演着关键角色。无论是螺栓沉头、定位销配合,还是液压管路的密封端面,孔口的形状与光洁度直接影响连接的可靠性、密封性与抗疲劳寿命。传统工艺中,完成一个沉孔往往需要钻孔、倒角、去毛刺、锪平面等多道工序,不但效率低下,更面临一个棘手的难题:工件反面的毛刺难以处理。当钻头穿透工件的瞬间,出口处会产生翻卷毛刺,这些毛刺若不处理,可能脱落进入装配体内部,引发卡滞或磨损;若手工去除,则效率低、一致性差,且容易划伤工件表面。沉孔钻头正是为解决这一系列问题而设计。它将钻孔与孔口加工功能集成于同一刀具之上,在一次进给中同时完成孔径成型与孔口倒角或锪平。对于正面沉孔,刀具前端的倒角刃在钻孔到达预定深度时自动修整孔口;对于需要双面倒角的场合,特殊设计的背倒角刃能在钻头穿透工件的瞬间,利用刀具回退或特定走刀路径完成反面毛刺的处理。这种工序集成不单缩短了加工时间,更重要的是避免了重复装夹带来的定位误差,确保倒角与孔轴线的同心度。针对P20硬化特性优化设计。中科金钻复合钻优化切削参数,有效解决模具加工难题。天津锥柄沉孔钻头现货供应
铝合金加工需防粘刀毛刺。中科金钻优化刃型,内冷排屑,可换钻尖适配批量生产,明显改善粘刀和毛刺问题。重庆锥形沉孔钻头加工参数
刀具采购时,人们往往关注单把刀具的价格,而容易忽略全生命周期内的综合成本。以整体式硬质合金沉孔钻为例,当钻尖磨损或崩刃后,整根刀具只能报废,而刀体部分占用了大量昂贵的硬质合金材料。对于直径较大的沉孔钻,这种消耗更为明显。此外,整体式刀具的库存管理也比较被动:每一种直径和倒角规格都需要单独备库存,种类繁多、资金占用大。中科金钻采用的分体式可换皇冠钻设计,从结构上改变了这一成本逻辑。其锥度皇冠钻、双向倒角皇冠钻等产品均采用“皇冠钻尖+刀体”的分体式结构。钻尖采用进口钨钢,负责切削工作;刀体采用模具钢,起夹持和导向作用。当钻尖磨损后,只需更换钻尖,刀体可长期重复使用。周边刀片采用市面上通用的SP系列小刀片,采购方便、成本可控。这种设计带来的直接好处是:用户不需要为每一把刀具支付昂贵的刀体成本,刀具库存也大幅简化,只需备少量的钻尖和通用刀片,即可覆盖多种加工需求。重庆锥形沉孔钻头加工参数
中科金钻(深圳)科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的五金、工具中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来中科金钻供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!





- 天津修磨型皇冠钻头生产厂家 2026-05-13
- 山东管板用非标刀具加工参数 2026-05-13
- 湖南模具深孔钻安装 2026-05-13
- 上海加工类非标刀具价格 2026-05-12
- 山东加长深孔钻供应商 2026-05-12
- 山东三尖七刃深孔钻适用机床 2026-05-12
- 上海三尖七刃深孔钻加工参数 2026-05-12
- 上海群钻型非标刀具批发价 2026-05-12



- 01 夹具一般多少钱
- 02 普陀区低压压缩泵现货
- 03 江西木工圆锯机报价
- 04 中山高频pogopin弹簧价格
- 05 重庆工业级非标刀具材质选择
- 06 欧宝电柜铰链哪种好
- 07 上海多功能铰链安装
- 08 浙江通道门大拉手图片大全
- 09 新疆智能控温制冷机组报价
- 10 内蒙古沙迪克AP铜线生产企业