苏州高速自动化装配线定制
关键词: 苏州高速自动化装配线定制 自动化装配线

 2026.05.25
2026.05.25
文章来源:
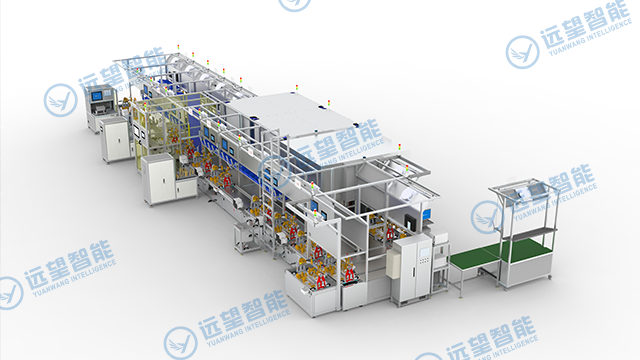
远望智能针对汽车座椅通风热管理模块研发的自动化装配线,集成座椅风机单元、散热导流管路、海绵固定件、通风阀组及内饰卡扣组件的预装作业。该自动化装配线装配节拍 12–24 秒 / 件,小型精密伺服单元适配座椅小件精密装配,气密性检测压力区间 0.2–1.3MPa,保障通风管路密封性。产线将座椅热管理通风组件与整车热管理系统预留接口标准化对接,实现座椅散热系统与整车散热系统协同运行,单日可完成 11000–15000 件产品装配,工位人力投入减少 61%。设备柔性适配多款车型座椅模块,同时可兼容氢瓶内饰防护类配件装配,拓展设备应用场景。氢循环管路组装生产,自动化装配线实现氢能管路与热管理部件共线装配。苏州高速自动化装配线定制

远望智能研发汽车流媒体后视镜热管理温控组件自动化装配线,集成后视镜屏幕散热模块、低压线束、加热除雾元件、热管理传感元件的精密装配。该自动化装配线装配节拍 9–20 秒 / 件,微型伺服单元适配智能电子类精密部件,整体采用防尘设计适配电子零部件车间生产环境。产线将后视镜热管理散热组件标准化预装,保障流媒体后视镜长时间工作状态下的散热稳定性,避免屏幕过热卡顿、元件老化加速等问题,单日可完成 14000–18000 件产品装配,适配智能网联汽车零部件大批量生产需求。浙江精密自动化装配线生产厂家燃料电池电堆加工,自动化装配线完成热管理液冷板精密装配作业。

汽车涡轮增压器长期处于高温高压工况,人工装配冷却管路易出现接头压合不到位、管路排布杂乱、密封失效等问题,直接造成热管理系统散热能力不足、涡轮故障频发。针对该行业生产痛点,适配涡轮增压器零部件的自动化装配线,采用耐高温抗形变工装结构,整体装配节拍控制在 17–31 秒 / 件,伺服压装力区间 500–4500N,实现冷却管、机油散热管、密封接头、减震卡扣的标准化压装与固定。该自动化装配线可同步执行分段式气密检测,对热管理管路渗漏点提前排查,规避冷却液流失风险。产线运行全程采集扭矩、压装深度、压力等数据,实现装配过程可追溯,单日可稳定完成 8800–11500 件涡轮管路组件装配。同时预留氢能涡轮增压配套管路工位,助力企业兼顾传统燃油与氢能动力部件的柔性生产。
远望智能针对汽车底盘热管理管路 + 燃油油管集成装配研发的自动化装配线,实现底盘冷却管、冷媒管、燃油管、固定卡扣、隔热防护护板的整体组装与固定。该自动化装配线装配节拍 20–34 秒 / 件,整体采用耐油污、抗磨损工装结构,适配底盘零部件车间油污较多的生产环境,伺服压装力区间 550–4800N。产线强化管路抗石击、抗振动的装配固定标准,保障车辆行驶过程中底盘热管理系统与供油系统长期稳定运行,单日可完成 7500–10000 件底盘管路部件装配,适配各类乘用、商用车型底盘零部件生产。混动车型零部件加工,自动化装配线统筹热管理系统与油箱装配工序。
远望智能开发商用车氢瓶 + 热管理冷却系统一体化自动化装配线,适配重卡储氢瓶、液冷散热板、高压散热管路、高压阀件、传统油箱备用附件的共线柔性生产。该自动化装配线装配节拍 28–44 秒 / 件,采用大行程伺服机构适配重型大尺寸零部件,氦检与气密双重检测保障高压系统安全。产线实现氢瓶热管理冷却系统与传统油箱供油系统模块化切换生产,无需大规模改造设备,单日可完成 3600–5000 套总成装配作业,高效适配商用车新能源转型的中长期生产需求。管路卡扣配件加工,自动化装配线固定汽车热管理管路提升运行稳定性。浙江全自动化装配线定制
农用车暖风配件组装,自动化装配线简化简易热管理模块装配操作流程。苏州高速自动化装配线定制
远望智能打造适配汽车内饰功能模块的自动化装配线,针对门板内饰板、中控装饰组件、座椅通风附件、扶手箱模块及配套热管理散热小件完成组装、压装与功能预装。该自动化装配线采用柔性可调工装结构,可快速切换不同款式内饰部件,装配节拍 25–40 秒 / 件,重复定位精度稳定在 ±0.025mm。产线在装配过程中将内饰通风组件与整车热管理系统管路预留接口同步预装对接,保障整车总装阶段热管理系统管路连接顺畅,零部件良品率稳定维持在 99.3% 以上。自动化装配线减少人工操作带来的外观磕碰、卡扣不到位等瑕疵问题,工位人力投入下降 60%,同时可兼容氢瓶防护类内饰配件简易装配,助力零部件企业拓宽产品应用赛道。苏州高速自动化装配线定制


- 绿色激光切割生产方案 2026-06-08
- 非金属精密切割激光切割选型 2026-06-07
- 柔性激光切割报价 2026-06-07
- 工业激光切割定制方案 2026-06-07
- ABC柱激光切割曲面件高精度切割加工 2026-06-07
- 国产激光切割生产厂家 2026-06-07
- 大幅面激光切割防变形 2026-06-06
- 复合材料激光切割价格 2026-06-06



- 01 北京有实力的搅拌设备定制
- 02 吉林大型高温窑具
- 03 福建阀门执行器配件报价表
- 04 宁夏倒角点胶针头哪个牌子好
- 05 黑龙江一级能效空压站服务
- 06 江苏起吊钢板电控永磁铁专卖
- 07 江苏环保液压规格
- 08 通用砂芯机品牌排行
- 09 劲道机械多功能薄膜超声波封口机设计
- 10 长沙烧烤店油烟净化器一般多少钱一台