东莞立式加工中心解决方案
关键词: 东莞立式加工中心解决方案 加工中心

 2024.04.09
2024.04.09
文章来源:
拓展海外市场,增加市场份额:海外市场是加工中心市场的重要组成部分,也是未来增长的潜力区域。我国与沿线国家和地区的经贸合作不断深化,为我国加工中心出口创造了良好的条件。加工中心生产企业应该抓住这一机遇,积极开拓海外市场,增加市场份额。具体而言,企业应该做好以下几方面的工作:研究海外市场的需求特点和发展趋势,制定针对性的产品策略和价格策略;加强与海外客户的沟通和交流,了解其需求和反馈,提供及时有效的售前、售中、售后服务;建立稳定可靠的海外代理商和经销商网络,利用其资源和渠道优势进行市场推广和销售;加强品牌建设和宣传推广,提升产品美誉度,在海外树立良好的形象。加工中心具有高精度、高效率和高自动化的特点。东莞立式加工中心解决方案

加强技术创新,提升产品质量技术创新是提升加工中心竞争力的关键要素,只有不断提升产品的性能、精度、稳定性、可靠性等方面,才能满足客户的高duan需求,抢占市场先机。加工中心生产企业应该加大研发投入,引进和培养出色的技术人才,与高校和科研机构合作开展产学研合作,参与国家和行业标准的制定和修订,推动技术进步和创新。同时,企业应该建立完善的质量管理体系,严格控制原材料采购、生产过程、成品检验等环节,保证产品质量符合国家和行业标准,提高客户满意度和忠诚度。江门重型加工中心直销加工中心的维护和保养对于保持其性能和精度非常重要。
加工中心的产生与发展:除了使用许多复杂的加工方法(例如钻孔、镗孔(扩大孔)和螺纹加工)之外,制造金属零件通常还包括打磨表面和凹槽。常规地,诸如铣刀、立铣刀、钻头、镗刀和丝锥的不同切削工具被选择性地用于这些加工过程。后来随着数控车床的出现,开发了一种称为转塔的手动换刀功能,使换刀更加方便。加工中心通过计算机控制的自动工具交换使这一想法向前迈进了一步。加工中心可以同时在工件的不同表面上连续进行多种类型的加工,从而大提高了生产效率。即使到了如今,随着加工精度和速度的逐年提高,加工中心仍在不断改进,使其成为制造过程的基本组成部分。参观任何金属加工厂,看到许多加工中心日复一日地不断运转。只需要几个现场操作员即可监视机器。
所谓数控机床,没有刀库的叫数控铣,有刀库的叫加工中心.也叫CNC。CNC(数控机床)是计算机数字控制机床(Computer numerical control)的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作并加工零件。所谓加工中心是指备有刀库,具有自动换刀功能,对工件一次装夹后进行多工序加工的数控机床。加工中心是高度机电一体化的产品,工件装夹后,数控系统能控制机床按不同工序自动选择、更换刀具,自动对刀、自动改变主轴转速、进给量等,它可连续完成钻、镗、铣、铰、攻丝等多种工序。因而大幅减少了工件装夹时间,测量和机床调整等辅助工序时间,对加工形状比较复杂,精度要求较高,品种更换频繁的零件具有良好的经济效果。加工中心在铁路运输业中用于生产高铁列车的高精度零部件。

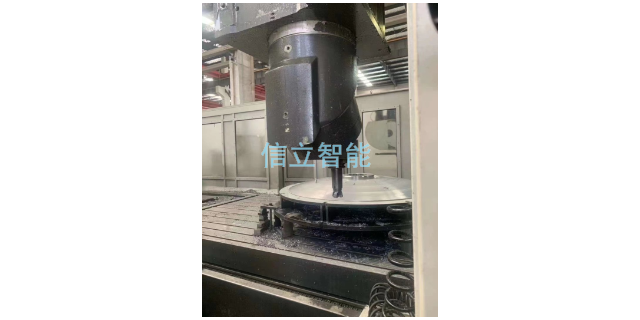
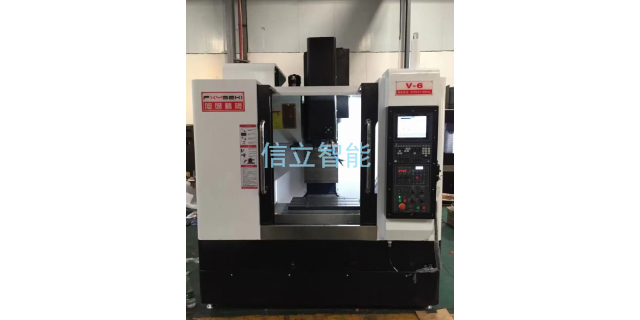
加工中心是一种由计算机执行由数字数据驱动程序控制的高精度数控机床,加工中心利用多个区域并控制在同一位置上进行铣、钻、攻、镗削等多种加工操作。带有自动换刀装置 (ATC) 装置的各种刀具。加工中心大致可分为立式加工中心、卧式加工中心和龙门式加工中心三种类型。立式加工中心主要用于平面类型的加工,例如板材,其中大部分加工在单个设置中的零件的一个面上完成。大多数通用 立式加工中心都带有 3 个轴。然而,有一些版本的立式 CNC 加工中心带有可选的第四轴,通常是安装在主工作台上的旋转头。旋转头可以垂直或水平安装,具体取决于所需的结果和型号。该第四轴可用于分度或拉动旋转运动。随着技术的进步,加工中心的数控系统将更加智能和人性化,使得操作更加简单方便。肇庆重型加工中心维修
加工中心能够实现多工序集中加工,提高生产效率和加工精度。东莞立式加工中心解决方案
数控加工中心是可以连续进行多种类型加工的数控机床,包括镗、铣、钻、螺纹和铰孔。其主要特点是配有自动换刀装置(ATC),可实现上述多种加工操作。此外通过编程,可以实现自动换刀。数控加工中心和铣床、车床的区别(1)与铣床的区别铣床是一种类似于加工中心的机床,主要区别在于铣床没有配置自动换刀装置(ATC),需要人工换刀。(2)与车床的区别数控加工中心和铣床的加工模式是,材料固定,刀具移动进行切割。车床是刀具固定,材料旋转。因此,加工中心和铣床适合加工方形物体,车床适合加工圆形物体。东莞立式加工中心解决方案



- 小型卧式加工中心哪家好 2024-11-04
- 广州加工中心维修 2024-11-04
- 深圳小型加工中心源头厂家 2024-11-04
- 惠州数控加工中心货源 2024-11-04
- 江门加工中心解决方案 2024-11-04
- 立式加工中心定制 2024-11-04
- 江门小型加工中心按需设计 2024-11-03
- 东莞立式加工中心定制 2024-11-03




- 01 肇庆卧式加工中心
- 02 自助餐店用方形冰批发价格
- 03 山东双馈机组液压主轴怎么安装
- 04 上饶全自动3D平整度测量机生产厂家
- 05 衢州工业设备热管换热器销售
- 06 广东应急移动卫生间怎么冲水
- 07 江门锅炉厂家供应
- 08 衢州仪器仪表高低温试验箱定制
- 09 安庆大型加长刀闸阀价格
- 10 四川金属表面热处理哪家好