化工设备管理系统结构设计
关键词: 化工设备管理系统结构设计 设备管理系统

 2024.07.04
2024.07.04
文章来源:
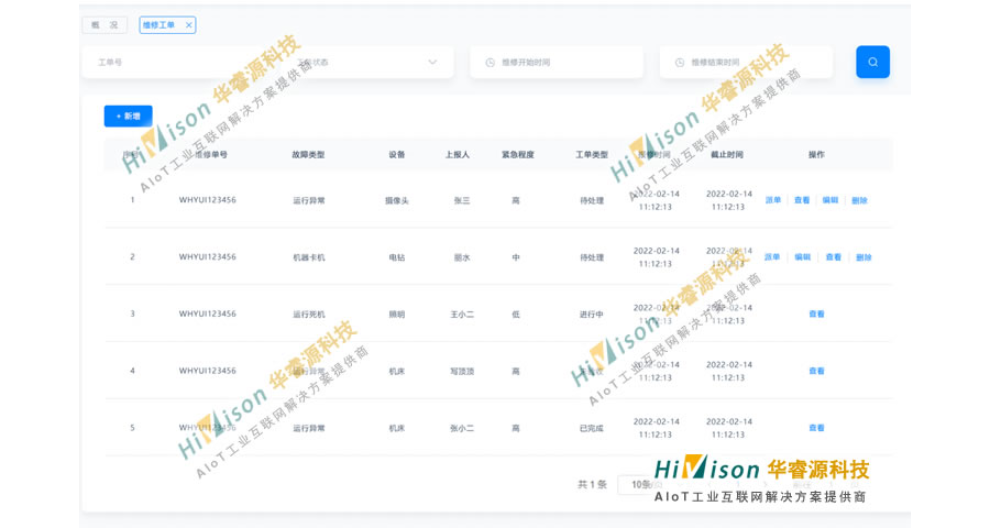
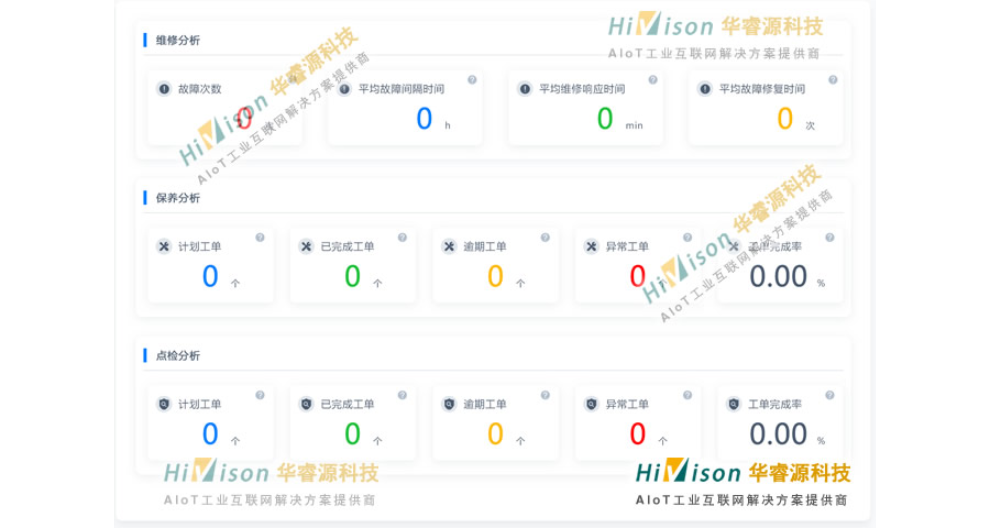
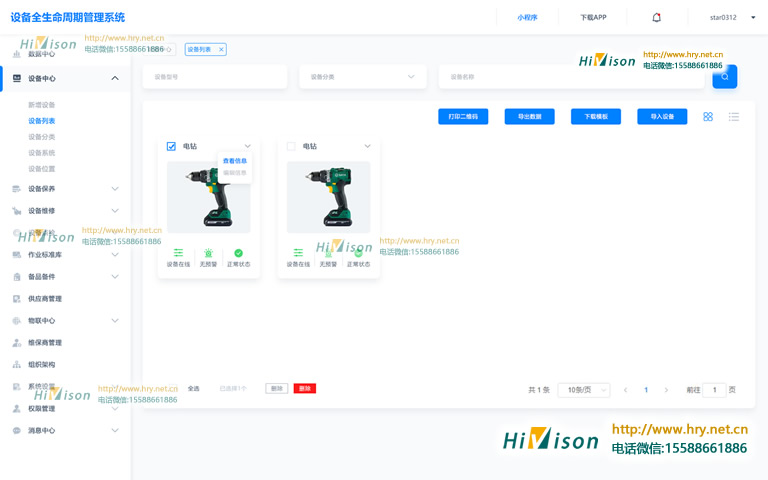
好的设备运维管理系统,功能站在用户立场,真正打造符合企业用户操作习惯与业务需求的设备管理系统本着一切为了客户的理念和精益求精的工匠精神,对每一个功能都精雕细琢组织架构平台可添加及管理架构,设置部门、子公司等用户角色权限管理用户,角色划分,权限分配、特殊用户灵活赋予相关权限资产管理动态管理资产全生命周期数据,有效延长资产寿命工单管理透过数字工单快速调度资源和实时跟踪工作进展集中监控集中管理各类监控系统,有效减少运维人员计划调度数据智能驱动更优化的工作计划与任务调度绩效看板量化评估维护团队与设备效能,用数据预判未来合同管理设备合同管理,让售后有所可依备件管理精细化管理备件资源,避免浪费微信小程序手机端小程序,随时随地获得数据支持。同时通过设备管理系统的数据分析和统计,支持持续优化设备管理策略,提升企业整体生产运营效能。化工设备管理系统结构设计
各行各业都在探索如何将物联网应用于产品和服务中,以满足社会的可持续发展需求。例如,在城市建设方面,物联网技术可以帮助提升城市的智能化水平,改善交通、能源、环境等方面的管理与运行,从而提高城市管理的效率和可持续发展水平。使用物联网获取数据每个制造厂每天都会产生大量的数据。毫无疑问,数据是制造商努力减少碳排放的有价值的资产。然而,许多制造商并没有充分利用这一资产。如果没有全设施的数据来证明,有多少能源被使用以及在哪里使用,制造商如何开始他们的节能之旅?一个常见的误解是所有设备都必须智能才能成功生成数据。实际上,即使使用数十年历史的旧机器运行的设施也有可能从其生产线中提取数据;业内人士都知道,这些工厂远比2011年汉诺威设想的未来智能工厂更为普遍。这可能需要传感器和智能软件的结合,这取决于设备的年龄和原始设备制造商(OEM)以及所使用的通信协议等因素,但这是可能的。深入了解设施的能源消耗是识别痛点的关键。人们可能会发现,对生产的几个部分进行小的调整可以减少碳排放。然而,个别设备也有可能提供大的改进空间。从这些领域获取数据对于减少单个机器的能源使用至关重要,并且有多种技术可以使制造商做到这一点。青岛县教学设备管理系统使用设备管理系统进行设备全生命周期管理涉及多个环节,包括设备的采购、部署、使用、维护以及报废等。
设备管理系统的知识库与统计分析功能将为企业的发展提供有力支持。数据驱动决策:通过设备管理系统的知识库与统计分析功能,企业可以积累大量的数据和经验。这些数据将成为企业决策的重要依据,帮助企业制定更加科学、准确的发展战略。智能化运营:借助设备管理系统的智能化功能,企业可以实现设备的远程监控、自动化维护和预测性维护等操作。这将有助于企业提高运营效率和灵活性,降低人力成本和运营风险。持续改进与创新:通过不断优化设备管理系统的知识库与统计分析功能,企业可以实现持续改进和创新。通过对设备的精细化管理,企业可以提高产品质量、降低能耗、减少排放,实现可持续发展目标。提高市场竞争力:借助设备管理系统的知识库与统计分析功能,企业可以快速响应市场需求变化,提高生产效率和产品质量。这将有助于企业在激烈的市场竞争中脱颖而出,赢得更多商机和发展机会。综上所述,设备管理系统的知识库与统计分析功能在企业的生产与运营中发挥着重要作用。通过知识库的集中管理和统计分析的深入挖掘,企业可以更好地利用设备和资源,提高生产效率、降低运营成本、预测未来发展。随着工业,这些功能将更加重要。企业应重视设备管理系统的建设与发展。
仪器设备管理系统是一款非常实用的仪器设备管理软件,其中囊括了“检定记录”、“借用记录”、“维修记录”、“保养记录”、“期间核查记录”、“停用记录”、“报废记录”、“随机资料”、“主要附件”、“设备图片”等功能模块,可以对用户购买的设备仪器进行管理,登记、分类等;不管是小企业还是大企业肯定都有购买各种各样的设备,设备一多肯定需要管理,人工管理又太麻烦,不如试试这款仪器设备管理软件吧,还可对记录进行修改,保存,总之非常的实用。设备管理系统是一种利用信息技术手段,对企业内各种设备进行集中监控、管理、维护和信息分析的综合性系统。
”物联网(IoT)和5G技术在工业部署中越来越受欢迎,主要归因于它们为工业领域带来的优势和潜力。以下是物联网和5G在工业部署中受欢迎的主要原因:物联网(IoT)的优势:提高效率:物联网通过实现设备之间的互联互通,促进数据在各个环节之间的快速共享,从而提高了生产和管理效率。智能化的系统和设备使得生产过程更加自动化、智能化和数字化,减少了人力成本和误差。降低成本:物联网技术优化了供应链管理和库存管理,降低了物料和资源的浪费和损耗。同时,实时监测和预警功能能够及时发现和解决问题,进一步降低了生产成本。提高质量:物联网可以实时监测和控制生产过程和产品质量,及时发现和处理质量问题,从而提高产品质量和安全性。此外,物联网还有助于实现产品的全生命周期管理,保证产品质量和安全性。5G技术的优势:低延迟:5G网络中的数据传输延迟极低,远低于4G的200毫秒。这种低延迟特性使得5G非常适合需要实时响应的工业应用,如远程监控、自动化生产线等。高容量:5G网络每,是4G设备数量的100倍。这种高容量特性使得5G能够支持大量设备同时在线连接。满足工业物联网对设备连接的需求。网络切片:5G网络切片技术可以根据不同工业应用的需求。在设备使用过程中,通过设备管理系统进行设备状态的实时监控,及时发现设备故障或异常情况。化工设备管理系统应用
麒智设备全生命周期管理系统无需专人维护,1分钟快速上手,性能稳定。化工设备管理系统结构设计
并将此数据保存到工业物联网云数据库中。当制造商收到一个2000箱奶酪的订单时,库存专员可以利用RFID和工业物联网监控系统:追踪产品历程,为零售商和客户提供该产品**的准确信息检查是否有足够的存货确定哪些货物需要优先发送(根据有效期)立即在仓库内找到所需的货物迅速处理生产或物流过程中的问题RFID(无线射频识别技术)在冷链运营中起到了重要的作用,其优化效果主要体现在以下几个方面:实时监控与追溯:通过RFID技术,可以对冷链物流过程中的温度、湿度等关键参数进行实时监控。当环境参数超出预设范围时,系统能够自动发出警报,以便及时采取措施,从而确保产品质量。此外,RFID技术还可以对冷链物品的生产、运输、销售等全过程进行追溯,有助于分清权责,减少不必要的经济纠纷。提高物流效率:RFID技术可以自动、快速地识别并跟踪货物,减少人工操作的错误和延误。在冷链物流中,RFID技术可以应用于仓库管理、运输管理、订单管理等环节,实现货物的快速入库、出库和盘点,提高物流效率。降低运营成本:RFID技术可以减少对人工的依赖,降低劳动力成本。同时,通过优化物流过程,可以减少库存积压和浪费,降低运营成本。提升客户满意度:通过RFID技术。化工设备管理系统结构设计





- 园区设备管理系统销售价格 2024-07-05
- 福建智能资产管理系统 2024-07-05
- 青岛资产设备管理系统的设计与实现 2024-07-05
- 云南专业资产管理服务 2024-07-05
- 青岛乐摇摇设备管理系统 2024-07-05
- 青海小程序资产管理哪家好 2024-07-05
- 青岛建筑设备管理系统厂家 2024-07-05
- 山东起重设备管理系统 2024-07-05




- 01 江苏千兆4热点套箱哪里好
- 02 江苏防爆ip扩音对讲系统扩容接入
- 03 采购售货机系统研发
- 04 广东高稳定高压电网
- 05 甘肃发电站手机信号放大器
- 06 湖北配电箱哪个品牌好
- 07 浙江授时四臂螺旋天线订做价格
- 08 江苏智慧零售派样机交易
- 09 天津光纤入户箱供应商
- 10 电信手机信号放大器好装吗