淮安现货链轮生产
关键词: 淮安现货链轮生产 链轮

 2024.09.13
2024.09.13
文章来源:
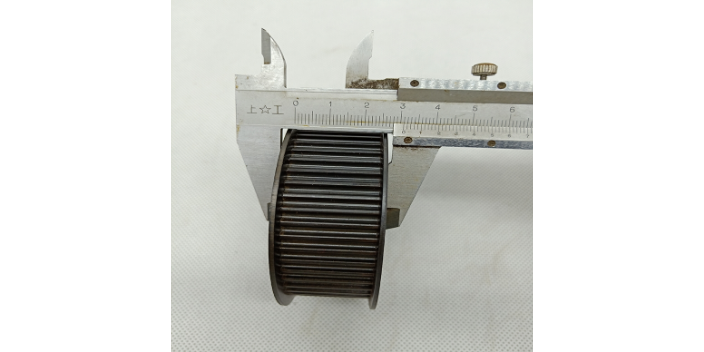
链轮CAD画法:一、用AutoCAD绘制链轮首先要知道一些参数:d1为链条滚子直径(套铜直径)、p为节距(链条两孔中心的距离也是链轮的节距)、z为齿数、a为齿沟角、d为分度圆直径、ra为齿根圆弧半径、re为齿面圆弧半径、da为齿顶圆直径、df为齿根圆弧直径、ha为分度圆弦齿高。如图(单位mm)二、链轮的计算公式1.齿面圆弧半径re最大值=0.008d1(z2+180)re最小值=0.12d1(z+2)2.齿沟圆弧半径ra最大值=0.505d1+0.069×3ra最小值=0.505d13.齿沟角a最大值=140-90÷za最小值=120-90÷z4.分度圆直径d=p÷sin(180÷z)5.齿顶圆直径da最大值=d+1.25p-d1da最小值=d+(1-1.6÷z)p-d16.齿顶高ha最大值=(0.625+0.8÷z)p-0.5d1ha最小值=0.5(P-d1)7.齿根圆直径df=d-d1三、绘制链轮首先拿到客户提供的链轮样品,进行测量,d1滚子直径为5、p节距为9.5、z齿数为8使用链轮的好处您了解多少呢?淮安现货链轮生产
链轮
链轮维护:1、链轮的松紧度要适宜,太紧了会增加功率消耗,轴承容易磨损;太松了链轮容易跳动和脱链。链轮的松紧程度为:从链轮的中部提起或压下,约为两链轮中心距的2%-3%。2、链轮装在轴上应没有摆动和歪斜。在同一传动组件中两个链轮的端面应位于同一平面内,链轮中心距在0.5米以下时,可以偏差1毫米;链轮中心距在0.5米以上的时候,可以偏差2毫米。但不可以有摩擦链轮齿侧面现象,如果两轮偏移过大容易产生脱链和加速磨损。在更换链轮时必须注意检查和调整偏移量。3、链轮磨损严重后,应同时更换新链轮和新链轮,以保证良好的啮合。不能只单独更换新链轮或新链轮。否则会造成啮合不好加速新链轮或新链轮的磨损。链轮齿面磨损到一定程度后应及时翻面使用(指可调面使用的链轮),以延长使用时间。福建洗瓶机链轮报价链轮的多种系列总有一款是您满意。

常规链轮加工环节中首先通过将齿根圆作为基础,并发现圆心,同时将此作为校准车削加工方面的内外圆心与端面。随后划键槽尺寸线并插入键槽。本方法加工之后产生的轮心以及齿形所在圆心往往存在不同意的情况,机械运行也将会更加不平稳,链轮铸件毛坯上且将并无更加明显的标记,造成键槽方位以及实际位置之间不能够相互统。大中型机械设备当中,链轮键槽范围左右两个相反方向装配,组装之后错齿情况则比较严重,运行阶段链轮以及链条则会承受来自多方面的力,受力不均十分明显,这将严重影响链轮使用寿命。采取下划线法可以此类问题进行改善。链轮毛坯当中还需要增加铸造定位标记,标记位置则应当与键槽实际街位置之间保持一致,且并不处在被加工位置上。具**置则可以通过设计者进行划定。祝早标记则在相同产品的相同位置。这样可以尽可能降低误差,在划线之前,需要使用木塞或者薄铜板工艺堵板,对链轮毛坯中心孔位置进行堵塞,避免松动,且需要与链轮铸造标记侧的断面驳斥平齐。
链轮的介绍:链轮传动的两轴应平行,两链轮应处于同一平面,一般宜采用水平或接近水平布置,并使松边在下。链条长进的目的,主要是为了避免链的悬垂太大,合时链条产生横向振动,同时也是增加合包角。常用的长进方法有:1.用调整中心距张进。2.用张进装置张紧。中心距不可调时使用张紧轮,张紧轮一般压在松边靠近小轮处。张紧轮的直径应与小链轮的直径相近。辊轮的直径略小,宽度应比链约宽5mm,并常用夹布胶木制造。张紧轮张紧装置有自动张紧式和定期张紧式两种。前者多用弹簧、吊重等自动张紧装置,后者用螺栓、偏心等调整装置。另外,还有用托板、压板张紧。链轮的不同系列会有不同的优势。

链轮链条传动时通过链条的滚子部与链轮的齿部啮合,传递动力作为张力的机械传动方式。主要用途分为两类,一类是连接马达用于动力传动,另一类是利用链条上的附加件直接或间接的传递工件。链轮链条都是零件,只有配套的链条和链轮才能组合传动。链条传动的优缺点优点:①可用于长距离动力传递;②容许张力高,可用于重物传送,过载能力大;③能在高温、多尘、潮湿等恶劣环境下工作;④无弹性滑动和滑差,平均传动比准确。欢迎联系我们。买链轮就找上海畅晨机械设备有限公司!芜湖链条链轮价格
链轮型号规格你知道多少?淮安现货链轮生产
链轮和链条的配合要求:链轮和链条的配合要求是调整传动的关键因素。传动链支撑传动系统的通用性和可靠性。因此,链轮和链条之间的配合要求非常重要。首先,链轮和链条之间要保持正确的合适关系,以免因齿距不匹配而导致船东效益低下,以及发动机震动增加等影响。而且,链轮吃的几何设置要求符合技术规范要求。以确保链条顺利运行。其次,链轮和链条的表面应该经过处理以保证表面的质量。一般情况下,链轮应经过热处理、表面磨削或热锻等处理。而链条的表面应经上游处理,即表面电解处理、烙化处理、温度及耐磨性试验等处理方法。淮安现货链轮生产




- 莆田提升机链轮销售 2024-09-15
- 湖州矿用链轮加工 2024-09-14
- 南京MXL型同步带轮出售 2024-09-14
- 湖州单排链轮链条 2024-09-14
- 莆田不锈钢链轮价格 2024-09-13
- 淮安现货链轮生产 2024-09-13
- 南京提升机链轮链条 2024-09-13
- 绍兴汽车同步带轮哪家好 2024-09-12




- 01 青岛吸塑模具品牌排名
- 02 台州6061铝合金锻打哪家好
- 03 苏州锌压铸件结构
- 04 石家庄定做电镀设备配件多少钱
- 05 河南精密零件参考价
- 06 温州铝焊接大型数控龙门铣对外加工价格
- 07 天津碟形垫圈销售
- 08 小型空气压缩泵
- 09 郑州模具厂家
- 10 上海大功率驱动式液压扳手