北京切割机哪家优惠
关键词: 北京切割机哪家优惠 锯石机

 2024.09.19
2024.09.19
文章来源:
在一般情况下,在所切板材中有超过五分之一以上的板材的平面度超出国家标准规定值的,统一称为这种现象为石材锯切弯板现象(或故障)。石材锯切弯曲的表现形式:石材锯切弯曲的很初表现形式是在所锯切的板材面上留有严重的锯切刀痕分布于板材的上边或下边,以及右边或左边,严重的就发展成为石板材的各种弯曲:石材锯切弯曲的第一种表现形式是在锯切的长度方向上出现板材平面度超差,称为左右弯曲。第二种表现形式是在锯切深度方向上出现平面度超差,称为上下弯曲。石材锯切弯曲的现象常常表现为以上二种现象,但有的石材厂也出在长度方向和深度方向平面度均超差(即上下弯曲和左右弯曲同时出现)的混合弯曲现象。锯石机是涉及锯石机结构的改进,在使用期间,应有严格的维护保养制度。北京切割机哪家优惠
在根据石材的材质确定合理可行的锯片切割线速度等锯切工艺的时候,一定要特别注意圆盘锯石机的横向走刀速度和垂直进给切削量的合理匹配,否则,不但不能提高生产的效率,而且还会带来一些负面影响,给石材厂带来不必要的损失。对于花岗岩由于材质比较硬,适宜于快走浅切,横向走刀速度为1.5一3.2m/min,垂直进给量为10一25mn扩次;对于大理石等比较软的材质,易于深切漫走,横向走刀速度为1.0一2.2n正min,垂直进给量为20~55m耐次。混凝土切割机有哪些质量比较好的锯石机的公司。
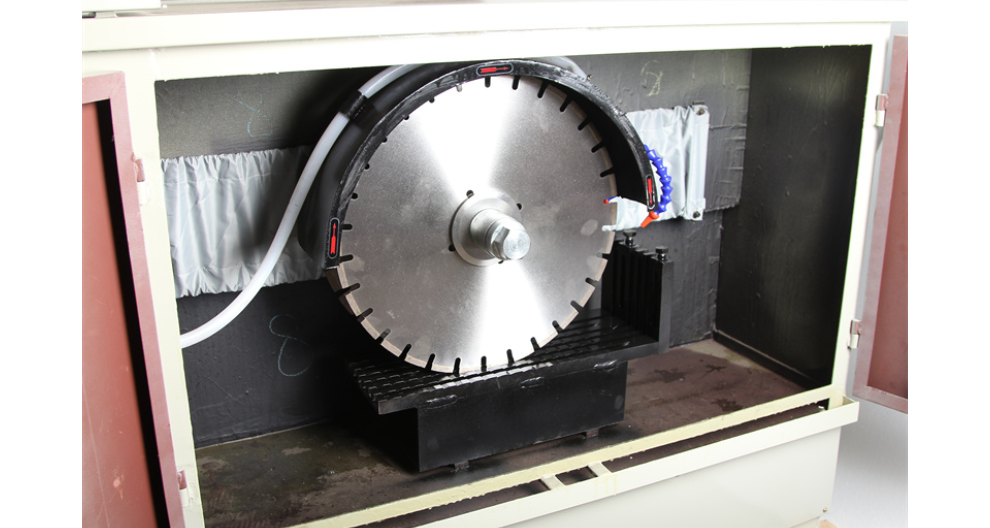
圆盘锯石机也叫开山锯石机,矿山锯石机,主要的方法就是直接用圆盘锯对山体进行锯缝的垂直面切割,有些地方是需要人工打楔劈裂分离石料的水平面,这叫半机械开采。当圆盘锯分离切割石料的垂直面后,我们要使用绳锯将石料底面从矿体上锯切分离。这样可以很好的控制石材的平整度,增加石材的价值,也是目前一种先进开采各种石头的方法。我们知道人工分离劈裂就不会有这么好的效果。我们的圆盘锯通常与绳锯石结合在一块使用的,只要你们的矿体面积大,我们的圆盘锯切割长度是不受限制的,并且距离石越长越好,一半都是几十米有的甚至超过一百米,两条锯缝之间的面积达到200方以上,以往使用串珠锯开采时都采用高度6~12m的高台阶开采,水平底面的面积一般在60~200m2左右,钻孔深度通常不会超过25m。但配合圆盘锯开采后,如此大的水平面积切割将不受到交汇孔深度和交汇难度的制约。
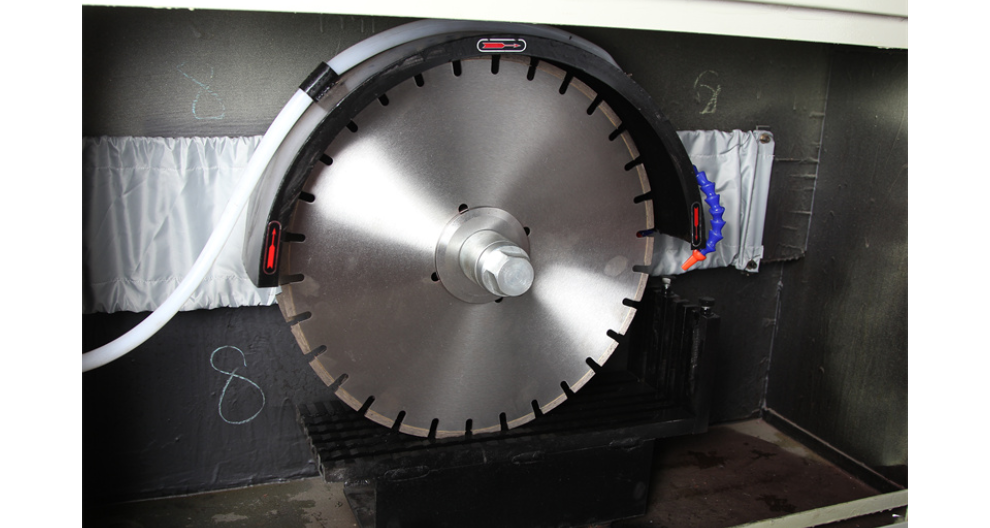
为了解决石板材弯曲问题,首先来分析锯片方面的因素:圆盘锯石机用加圆锯片是由基体和金刚石刀头焊接而成的,锯片的质量高低取决于基体的质量,刀头的质量以及基体和刀头的焊接质量。锯片基体:一般情况下,新的锡片基体在基体制造厂出厂前都进行张力值的控制和平面度和端面跳动量的控制。但是有的基体在石材厂使用时常常会出现偏差,造成石材切割的合格率下降。主要表现为:石材加工厂习惯加工工艺与基体张力值不匹配,在张力值正值过大时易造成上下弯曲现象的出现,反之,负值过大时,又产生左右弯曲现象,有些基体经多次复焊后已达到使用寿命极限,也会出现这种现象。因此,石材加工厂在选用基体时不要贪图便宜,选用不合格的基体,而应选用正规企业生产的优良质量的基体。同时注意复焊锯片的使用周期,并及时更换新的锯片基体,以减少不必要的损失。哪家锯石机质量比较好一点?
刀头破损原因:刀头结合剂太硬;锯片进给速度太快。解决方法:根据被切材料选择使用较软结合剂的锯片;降低锯片的进给速度。刀头磨损过快原因:刀头结合剂太软(对于被切材料);冷却水量不足;由于传动带松动或电压低或不适当的转速引起的功率不足;锯片没有垂直于被切材料。解决方法:根据被切材料选择使用较硬结合剂的锯片;检查冷却水系统,确保水泵正常运转;确保供电电压;检查主轴法兰盘,确保锯片和设备的垂直度;检查锯片的转速。刀头掉失原因:在切割过程中被切材料滑动将刀头扭掉;使刀头受到重击;法兰盘磨损不能固定锯片,导致锯片扭曲;主轴磨损导致的锯片失圆使锯片受到较大的冲击;过热;锯片受到猛烈冲击。解决方法:切割时牢固固定被切材料;更换两侧的法兰盘;更换磨损的主轴;检查冷却水;移动设备或被切材料时应避免撞击锯片。钝、不能切割原因:锯片结合剂太硬;动力不足不能够使锯片正常切割,锯片没有被施加足够的切入压力;锯片线速过高。解决办法:选择使用较软结合剂的锯片;检查传动带、电压和马达;确定使用了足够且并不过大的切入压力;根据设备的说明书选用与之匹配的相应。锯石机的使用时要注意什么?混凝土切割机有哪些
在一些紧急情况下,锯石机可能需要配备快速关闭或安全停机功能。北京切割机哪家优惠
刀头:板材切割弯曲在刀头方面主要是刀头不锋利,强行超负荷下刀或走刀,导致切割电流过大,板材弯曲。因此,石材加工厂在切割加工前,对新刀头应采取积极开刃的措施,有条件的可以采用机械开刃,以减少径跳和端跳的超差。但在我国,大部分石材加工厂条件简陋,无法采用机械开刃,而是采用随机开刃的方式。在随机开刃过程中,应首先用耐火砖等材料对刀头进行刃切、然后使耐火砖和石材同机切割,在切割刃磨过程中,应按正常下刀或走刀速度的三分之一至四分之一制定严格的切割开刃工艺,并严格执行,通过充分“磨刃”,以减少刀头的径向跳动误差。否则,在超负荷下刀和走刀过程中,锯片基体承受不了巨大的负荷,就会产生平面度,张力值,端面跳动量的恶化,从而导致后期的切割弯曲,基体无法解决。(有的厂家把基体送往基体制造厂整复后,可以重新使用,但费用较高。)北京切割机哪家优惠



- 四川混凝土切割机哪里便宜 2024-09-18
- 山东混凝土锯石机哪家专业 2024-09-18
- 山东混凝土锯石机生产公司 2024-09-18
- 双端面切割机多少钱 2024-09-18
- 混凝土切割机多少钱 2024-09-18
- 浙江双端面切割机价位 2024-09-18
- 四川锯石机价钱多少 2024-09-17
- 北京混凝土切割机哪家有卖 2024-09-17



- 01 特价供应GEMU盖米蝶阀481
- 02 湖南风电厂灌浆料费用
- 03 广州好用的自动插件线厂
- 04 重庆怡升变频护膜净水器报价
- 05 云南胶囊咖啡提取厂家
- 06 北京万能铣床
- 07 合肥不锈钢去毛刺机厂家供应
- 08 小型温等静压机生产厂家
- 09 湖北碳酸饮料机PROCON增压泵推荐
- 10 贵州太阳能发电板串焊机售后