上海烧结圆弧电镀金刚石砂轮定制
关键词: 上海烧结圆弧电镀金刚石砂轮定制 电镀金刚石砂轮

 2024.09.20
2024.09.20
文章来源:
电镀金刚石砂轮的优势主要体现在以下几个方面:电镀工艺简单,投资少,制造方便:电镀金刚石砂轮的制作工艺较为简单,投资成本较低,这使得其生产过程既经济又高效。无需修整,使用方便:电镀金刚石砂轮在使用过程中无需进行额外的修整,降低了使用成本,并提高了工作效率。高工作速度:电镀金刚石砂轮的单层结构决定了其可以达到很高的工作速度,国外已高达250~300m/s,这使得其在高速、超高速磨削中占据主导地位。足够的寿命:虽然电镀金刚石砂轮只有单层金刚石,但其仍具有足够的寿命,能够满足长时间、很强度的磨削需求。高精度加工:电镀金刚石砂轮具有保形性好、加工精度高的特点,特别适用于形状复杂、精度高、特薄、较小的制品的加工。然而,电镀金刚石砂轮也存在一些缺点,如镀层金属与基体及磨料结合面上并不存在牢固的化学冶金结合,这可能导致金刚石颗粒在高效磨削时容易脱落或镀层成片剥落,从而导致整体失效。此外,为增加把持力而增加镀层厚度,可能会导致磨粒裸露高度容屑空间减小,砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。以上信息只供参考,如有更多专业问题,建议咨询金刚石砂轮制造领域的专业人士。电镀金刚石砂轮,降低加工成本,提高效益。上海烧结圆弧电镀金刚石砂轮定制

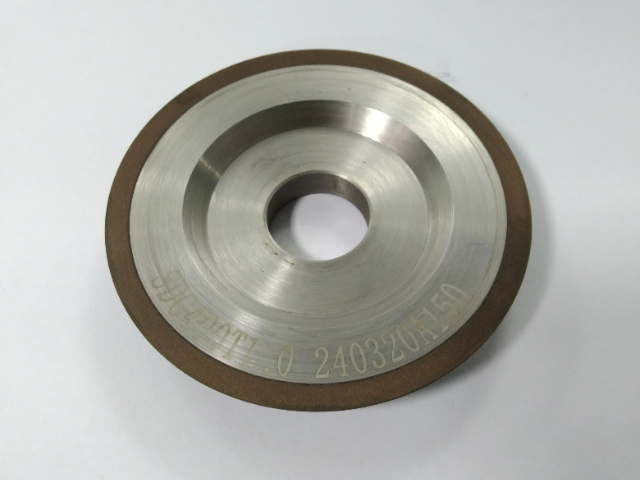
选择合适的电镀金刚石砂轮时,需要考虑以下几个关键因素:工件材料和加工要求:根据工件的材料和加工要求来选择合适的砂轮。金刚石砂轮是磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料的比较好磨具。如果需要磨削钢料,则不能选择金刚石砂轮,因为金刚石在700℃~800℃时容易碳化,此时应选择CBN砂轮。金刚石粒度:粗磨时,应选择磨料较粗的砂轮,以提高生产效率。细磨时,则选择磨粒较细的砂轮,以满足精度要求。接角面大的、变形量大的或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。硬度:根据工件硬度选择合适的砂轮硬度。工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。当磨削温度高,冷却条件差时,也应选用较软的砂轮,以避免对工件造成烧伤。金刚石种类:可选择天然金刚石或人造金刚石,具体根据使用场景和需求决定。结合剂类型:考虑金刚石固结砂轮的结合剂类型,如树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂等,不同结合剂有不同的黏结力和耐磨性。金刚石浓度:根据工件精度和磨削效率的要求,选择合适的金刚石浓度。粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,可以选择更高的金刚石浓度。福建陶瓷结合剂电镀金刚石砂轮定制选用电镀金刚石砂轮,让您的设备性能更上一层楼。

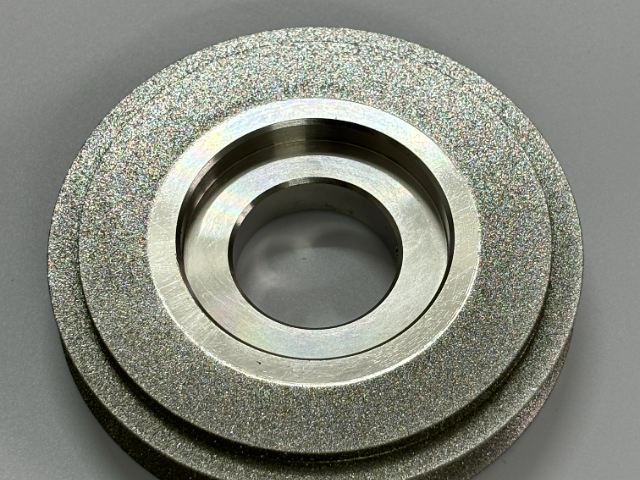
电镀金刚石砂轮是一种采用电化学法制作的金刚石砂轮,组成:电镀金刚石砂轮主要由金刚石磨料和金属结合剂构成,其中金刚石磨料被金属结合剂粘结在基体上。在制造过程中,首先沉积金属结合剂的厚度为金刚石磨粒高度的20%(上砂),然后继续用金属结合剂把金刚石磨粒粘结(增厚),厚度约为磨粒高度的2/3。特性:高硬度与耐磨性:金刚石作为地球上很硬的物质之一,其硬度确保了电镀金刚石砂轮具有极高的耐磨性,能够在长时间内保持稳定的磨削性能。高抗磨性:金刚石的高抗磨性使得砂轮在磨削加工中磨损较小,且磨粒的尺寸、形状和形貌变化小,更适合高精密的加工。良好的导热性:金刚石具有良好的导热性,有利于热量的疏散,避免工件烧伤、裂纹及掉块等现象,提高了工件表面加工的质量。高速磨削:电镀金刚石砂轮的单层结构决定了它可以达到很高的工作速度,国外已高达250~300m/s。无需修整:电镀金刚石砂轮在使用过程中无需修整,使用方便。然而,电镀金刚石砂轮也存在一些缺点,如镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效。
电镀金刚石砂轮主要用于各种高精度、高硬度的磨削和抛光作业。以下是电镀金刚石砂轮的主要应用:精密磨削:电镀金刚石砂轮因其高硬度和优异的耐磨性,特别适用于对高精度要求的工件进行磨削,如硬质合金、陶瓷、玻璃、半导体材料等。超硬材料加工:金刚石作为已知只硬的物质之一,电镀金刚石砂轮能够处理其他磨料难以加工的超高硬度材料,如碳化硅、氮化硅等陶瓷材料,以及金刚石、立方氮化硼等超硬材料。光学元件加工:电镀金刚石砂轮在光学领域也有广泛应用,用于光学元件的精密磨削和抛光,如透镜、棱镜、反射镜等。刀具刃磨:电镀金刚石砂轮可用于高速钢、硬质合金及其他难加工刀具的刃磨,保证刀具的锋利度和精度。宝石加工:电镀金刚石砂轮也可用于宝石、玉石等贵重材料的切割、磨削和抛光,以获得精美的表面效果。总之,电镀金刚石砂轮凭借其高硬度、耐磨性好、磨削效率高等特性,在多个领域都有广泛的应用。需要注意的是,不同规格和类型的电镀金刚石砂轮适用于不同的磨削任务和材料,因此在实际应用中需要根据具体情况选择合适的砂轮。耐磨、耐用的电镀金刚石砂轮,降低您的维护成本。
选择合适的电镀金刚石砂轮,主要需考虑以下几个因素:工件材料:金刚石砂轮主要用于磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料。对于其他类型的材料,如钢料,则可能需要选择CBN砂轮,因为金刚石在700℃~800℃时容易碳化。加工要求:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,以提高生产效率。精磨时,应选用磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。接角面大、变形量大或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石粒度:需从工艺要求、结合剂种类和砂轮的打磨效率等多个方面综合考虑。结合剂类型:金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。不同结合剂的黏结力和耐磨性有所不同。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择时需要考虑粒度、粘结剂的粘结力、磨削效率以及磨料的质量要求等因素。其他指标:还需考虑线速度、砂轮粒度与切入量关系、砂轮粒度与表面粗糙度关系等指标。电镀金刚石砂轮,是您加工过程中不可或缺的良伴。甘肃烧结异形电镀金刚石砂轮厂商
电镀金刚石砂轮,为您提供稳定的磨削效果。上海烧结圆弧电镀金刚石砂轮定制
电镀金刚石砂轮的优势主要体现在以下几个方面:高硬度与耐磨性:金刚石是自然界中只硬的材料之一,因此电镀金刚石砂轮具有极高的硬度和耐磨性。这种特性使得砂轮在加工过程中能够长时间保持其锋利度和稳定性,从而延长使用寿命。高加工精度:电镀金刚石砂轮在制造过程中能够确保金刚石颗粒的均匀分布和牢固结合,从而提供稳定的磨削性能。这种砂轮适用于精密磨削和超精密磨削,能够满足高精度加工的要求。高效率:由于金刚石的高导热性和低热膨胀性,电镀金刚石砂轮在高速磨削时能够保持较低的磨削温度,避免工件烧伤。同时,金刚石的高硬度也使得砂轮在磨削过程中能够轻松去除材料,提高加工效率。很多的适用性:电镀金刚石砂轮适用于加工各种硬脆材料,如陶瓷、玻璃、硬质合金、不锈钢等。这种很多的适用性使得电镀金刚石砂轮在多个行业中得到广泛应用。环保性:相比传统的砂轮,电镀金刚石砂轮在使用过程中产生的磨削废液较少,对环境的污染较小。这符合现代工业对环保和可持续发展的要求。易于维护:电镀金刚石砂轮的结构设计使得其在使用过程中较为稳定,不易出现磨损不均或脱落等问题。上海烧结圆弧电镀金刚石砂轮定制




- 云南铸铁烧结钎焊金刚石制品 2024-09-18
- 广西青铜结合剂钎焊金刚石制品生产商 2024-09-17
- 中国台湾烧结树脂金刚石砂轮 2024-09-17
- 西藏磨床树脂金刚石砂轮定做 2024-09-17
- 福建磨床钎焊金刚石制品定做 2024-09-17
- 山东陶瓷结合剂电镀金刚石砂轮厂商 2024-09-17
- 湖南青铜结合剂钎焊金刚石制品批发 2024-09-16
- 青海树脂电镀金刚石砂轮定制 2024-09-16




- 01 江门洗衣盆洗衣池模具
- 02 河南便宜的物料柜出厂价格
- 03 家电螺丝点数机供应商
- 04 铝压线条 铝弯管 导轨轨道型材 铝排散热器
- 05 江西手板打样
- 06 广东琴钢线扭转弹簧什么价位
- 07 江苏转轴压铸模具生产厂家
- 08 新乡组合环形弹簧标准件
- 09 湖南达克罗热处理加工制造厂
- 10 非标钣金加工