淮安绿光激光切膜打孔机薄膜狭缝
关键词: 淮安绿光激光切膜打孔机薄膜狭缝 激光切膜打孔机

 2024.10.26
2024.10.26
文章来源:
激光切割薄膜的优势激光切割薄膜具有诸多优势。首先,切割精度高,可以实现微米级甚至纳米级的切割精度,满足对薄膜材料高精度加工的需求。其次,热影响区小,对周围材料的影响较小,能够保持薄膜的性能稳定。再者,激光切割速度快,可以提高生产效率。例如,在加工非金属薄膜材料时,激光切割技术能够较好地解决传统加工方法带来的难题,满足精度要求5。在切割薄金属膜时,选择合适的激光功率和切割速度,可以获得较小的切缝宽度和良好的切缝质量。导电胶激光切割设备 绿光激光切割机 薄膜精密加工 薄膜材料切割。淮安绿光激光切膜打孔机薄膜狭缝
激光切膜打孔机
CO₂激光主要适用于对较厚的膜材料进行切割和开槽加工。它的功率较大,能够快速切割厚膜材料,提高生产效率。在石墨烯膜的加工中,CO₂激光可以实现大面积的快速切割,为石墨烯的大规模应用提供了可能。对于 PET 膜和 PI 膜,CO₂激光也能进行有效的切割和打孔,满足不同行业的需求。同时,CO₂激光设备成本相对较低,维护方便,是一种经济实用的切膜加工技术。紫外激光,CO2激光,皮秒激光切膜,石墨烯膜,PET膜,PI膜激光切割,打孔,狭缝开槽加工,德州MOPA激光切膜打孔机薄金属激光打孔激光打孔采用紫外纳秒激光可提高精度。
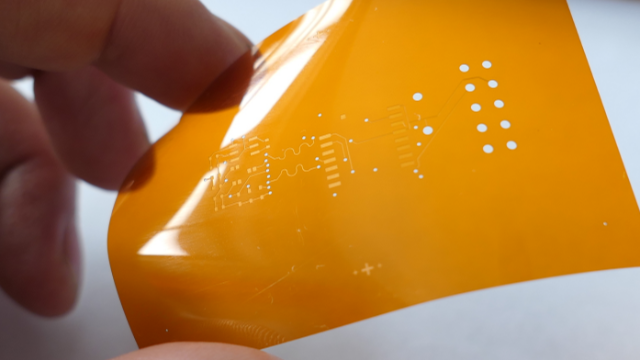
紫外皮秒激光切割是一种高精度的薄膜切割技术。对于PET膜和PI膜等各类薄膜,它具有***优势。皮秒激光的超短脉冲能在瞬间释放极高能量,热影响区极小,可避免对薄膜材料造成热损伤。在切割PET膜时,能保证边缘光滑、无毛刺,不影响其物理性能。对于PI膜等高性能薄膜,可实现复杂形状的精确切割。这种技术适用于各类薄膜的精密切割,无论是电子领域的绝缘膜,还是光学领域的特殊薄膜,都能满足高精度加工需求。它提高了薄膜产品的质量和生产效率,为薄膜加工行业带来了新的发展机遇。
CO₂激光切膜机是一种专门用于薄膜切割的设备。它利用CO₂激光的高能量来实现对各种薄膜材料的精确切割。PET膜是一种常见的薄膜材料,具有良好的物理性能和化学稳定性。CO₂激光切膜机在切割PET膜时具有诸多优势。首先,激光切割是一种非接触式加工方式,不会对PET膜造成机械损伤,保证了膜的完整性和质量。其次,激光切割精度高,可以实现复杂形状的切割,满足不同客户的需求。再者,CO₂激光切膜机的切割速度快,**提高了生产效率。在薄膜切割领域,CO₂激光切膜机的应用非常***。它可以切割各种类型的薄膜,如塑料薄膜、金属薄膜等。对于不同厚度的薄膜,CO₂激光切膜机也能轻松应对,通过调整激光参数,可以实现比较好的切割效果。此外,激光切割还具有切口光滑、无毛刺、热影响区小等优点,使得切割后的薄膜边缘质量高,无需进行后续的处理。总之,CO₂激光切膜机为薄膜切割提供了一种高效、精确、可靠的解决方案。皮秒激光打孔的质量较高。
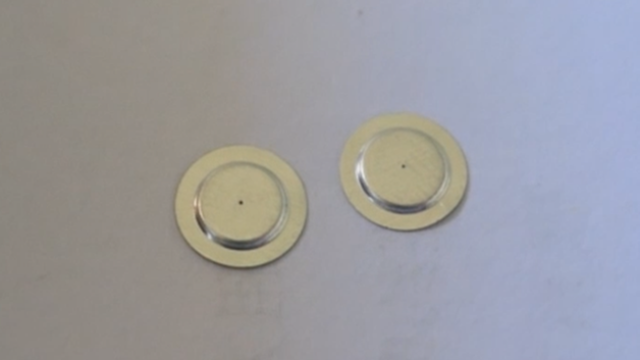
皮秒激光切割机超薄金属,激光打孔具有精度高、误差小的***特点。超薄金属激光打孔薄板金属密集孔加工精度高 ±10μm,其加工精度高的优势主要体现在以下几个方面。首先,激光束通过聚焦后的光斑大小对精度起着关键作用。激光束聚集后的光斑越小,切割精度越高,**小的光斑可达 0.01mm。其次,工作台的走位精度决定着切割的重复精度,工作台精度越高,切割的精度也就越高。此外,工件的厚度和材质也会对精度产生影响。一般来说,工件厚度越大,精度越低,切缝越大。比如厚度 0.3MM 的不锈钢比 2MM 的切缝小得多。同时,在同样情况下,不锈钢要比铝的切割精度高,切面也更加光滑一些。不同材质的超薄金属在激光打孔精度上也有所差异。常州光启激光在不锈钢、铝、铜、镍、钼、钛合金等金属上进行精密的激光打孔,加工精度可达 ±20um。对于高反射率材料如金、银、铜和铝合金,由于它们是好的传热导体,激光切割相对困难,但某些难切割材料可使用脉冲波激光束进行切割,极高的脉冲波峰值功率会使材料对光束的吸收系数瞬间急剧提高。总之,超薄金属激光打孔凭借其高精度、小误差的特点,以及对不同材质和厚度的适应性,在现代工业制造中发挥着重要作用。PET膜 PI膜激光切膜 薄膜切割 打孔 异形图案镂空 微结构加工 精度高。张家港CO2激光切膜打孔机石墨烯激光打孔
FPC激光切割机 ITO薄膜 玻璃 陶瓷等各类材料的高精密加工。淮安绿光激光切膜打孔机薄膜狭缝
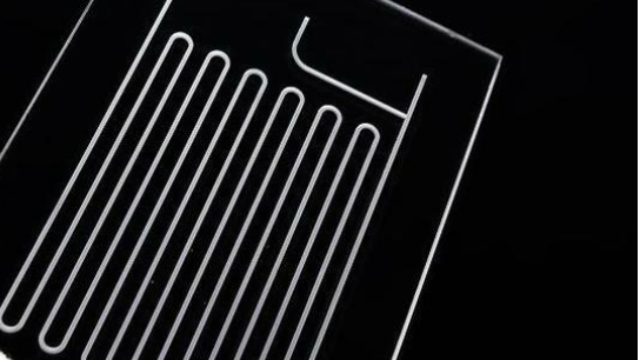
紫外激光切割薄膜的精度表现紫外激光在切割薄膜方面具有较高的精度。以紫外纳米秒激光切割聚氯乙烯(PVC)薄膜为例,当加工参数组合为0.2W-20mm/s-5(激光功率、激光切割速度、重复切割次数)时,可获得较窄的切割缝宽度(55.1±4.6μm)和较小的热影响区面积(25.5±2.4μm),且无明显锥度9。对于聚碳酸酯(PC)薄膜,采用紫外纳米秒激光进行图案化精密切割时,当参数组合为0.1W-40mm/s-15(激光功率-切割速度-切割次数),可获得较小的切割缝宽度(40.7±1.2μm)和热影响区宽度(26.8±0.8μm),同样无明显缝锥度14。淮安绿光激光切膜打孔机薄膜狭缝




- 无锡国内紫外激光切膜打孔机PI膜开槽 狭缝 2024-10-26
- 淮安紫外激光切膜打孔机薄金属激光狭缝 2024-10-26
- 广东紫外皮秒激光切割机高分子材料打标切割打孔 2024-10-25
- 常熟附近紫外皮秒激光切割机激光打孔 打标 2024-10-25
- 吉安超薄金属皮秒激光切割机微纳加工 2024-10-25
- 盐城国内紫外激光打标机塑料件精细雕刻 2024-10-25
- 镇江本地紫外激光打标机大幅面拼接打标 打孔 切膜 2024-10-25
- 相城区狭缝片光阑片皮秒激光切割机激光开槽狭缝打孔切膜 2024-10-25



- 01 徐州官方雾化器机械配件便宜
- 02 金华乳液包装机
- 03 山西公众升降泳池定制
- 04 佛山门把手机器人打磨抛光哪里好
- 05 盐田数控截料锯电话
- 06 中国香港能源管理售卖
- 07 烟台气流烘干设备
- 08 河南碳钢风量调节阀生产企业
- 09 日照紫外激光切膜打孔机PI膜切割打孔
- 10 阿勒泰直销电动滚筒哪家性价比高