杭州附近紫外激光切膜打孔机薄碳纤维打孔
关键词: 杭州附近紫外激光切膜打孔机薄碳纤维打孔 激光切膜打孔机

 2024.11.21
2024.11.21
文章来源:
紫外纳秒,紫外皮秒,CO2激光,光纤,MOPA激光切割,切膜加工设备,激光切割,激光打孔,开槽,狭缝,表面微结构。激光切割的优点主要表现在:切割精度高,切缝窄,质量好,冷加工,热影响区小,切割端面平整光滑;切割速度快,加工效率高,提高生产效率;采用精密互动工作台,配置自动化 / 手动工作模式、加工精细;光束质量高,能实现超精细打标;属于非接触式加工,无变形,无加工屑、油污、噪音等问题,是一种绿色环保加工;切割能力强,几乎可以切割任何材料;全封闭式安全机架,保护操作人员的安全;机器操作简便,无耗材,低耗电。紫外纳秒激光在激光切膜市场有一定份额。杭州附近紫外激光切膜打孔机薄碳纤维打孔
激光切膜打孔机
激光切膜,各类薄膜切割,PET,PI膜,偏光膜,金属镀膜切割:在汽车行业,汽车零部件的表面可能会镀上一层金属膜,以提高其耐磨性、耐腐蚀性或装饰性。激光切割可以在不伤害到底板的情况下,精确地切割掉表面的镀膜,例如在不锈钢或铝板上的镀膜切割,满足汽车零部件的特定加工需求。在电子设备制造中,一些电子元件的表面也可能会有金属镀膜,激光切割可以用于对这些镀膜进行精确的切割和加工,以实现电子元件的特定功能或连接要求。天宁区MOPA激光切膜打孔机薄膜切割皮秒飞秒激光切膜加工 pet膜 pi膜耐高温薄膜激光切割精密打孔.

CO2 激光打标机也是刻字膜切割的好帮手。适用于运动服饰、休闲服饰、童装、特种服饰、衣帽、鞋业等行业的激光打标和模切。适用材料包括 PVC 刻字膜、TPU 刻字膜、PU 亚光刻字膜、夜光刻字膜、镭射软金属刻字膜、喷绘打印膜、反光刻字膜、植绒刻字膜、金葱刻字膜、反光丝印膜、弱溶剂打印膜、装饰膜、皮标、布标等。CO2 激光打标机具有诸多优点,如采用原装进口的 CO2 射频激光器,光斑质量好,光功率密度均匀,输出光功率稳定;三轴动态扫描系统,**器件采用进口配置,操作性直观,聚集光斑小,工作范围大,高速灵活,稳定性好;相比普通激光打标机,切割线条更细,切割残留的黑色杂质更少,切割效果更精致、更美观。刻字膜应用领域***,主要在服装领域,包括运动服饰、时尚服饰、文化衫、广告衫等,同时纺织物品如鞋帽、包袋等也可使用,广告、学校等标识也可以使用
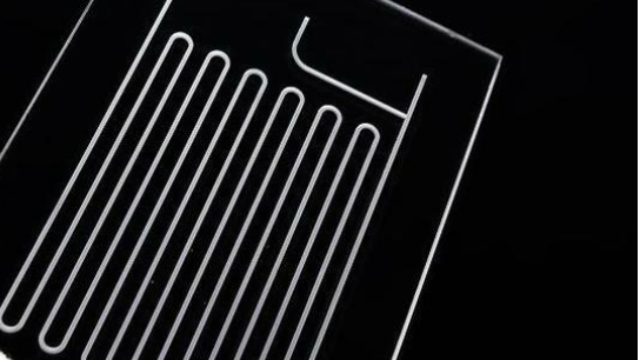
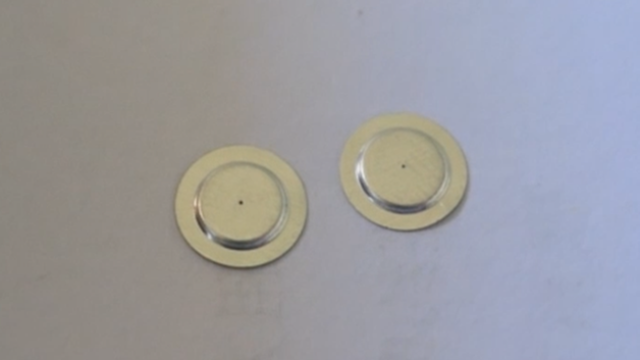
紫外纳秒和皮秒激光在现代工业中有广泛应用。激光切膜利用紫外纳秒或皮秒激光的高能量、高精度特性,能够快速、准确地切割各种薄膜材料,切口光滑整齐,无毛刺。激光打孔可在材料上打出微小而精确的孔,适用于电子、医疗等领域对高精度微孔的需求。紫外纳秒和皮秒激光的短脉冲宽度能减少热影响区,避免对周围材料造成过多热损伤。激光狭缝和激光开槽同样依靠激光的精确控制,能加工出极窄的狭缝和特定形状的开槽。这些技术在半导体、精密机械等行业发挥着重要作用,提高了生产效率和产品质量。定制激光雕刻电极片 精密异形切割钛片薄膜蛇型加工生产 微纳加工。

紫外皮秒激光切膜,激光打孔,开槽,狭缝加工,高精度,无变形,无焦边,无毛刺。切割速度与精度上,当前用在 PET 薄膜切割的激光器主要为纳秒级固体紫外激光器,波长一般为 355nm,材料吸收率更高,产生的热影响更小,实现更高的加工精度。例如武汉华工激光工程有限责任公司生产的型号为 LSP30 的紫外皮秒激光切割机,其**小线宽≤10μm,重复精度为 ±1μm,在切割 PET 膜时能满足精细加工需求。在应用优势上,PET 膜具有优良的耐热性、耐寒性、耐油性和耐化学药品性,可广泛应用于光电行业、电子产业、电线电缆行业、五金行业、印刷行业、塑料行业等。在经济效益上,如透明度好,雾度低,光泽度高,主要用于***真空镀铝产品,镀铝后呈镜面,包装装饰效果好,也可用于激光防伪基膜等。高光 BOPET 薄膜市场容量大,附加值高,经济效益明显。皮秒激光打孔的质量较高。泰州红外皮秒激光切膜打孔机薄金属激光狭缝
紫外激光切割机 UV冷光加工 用于PI/PET/PP电磁防爆膜切割。杭州附近紫外激光切膜打孔机薄碳纤维打孔
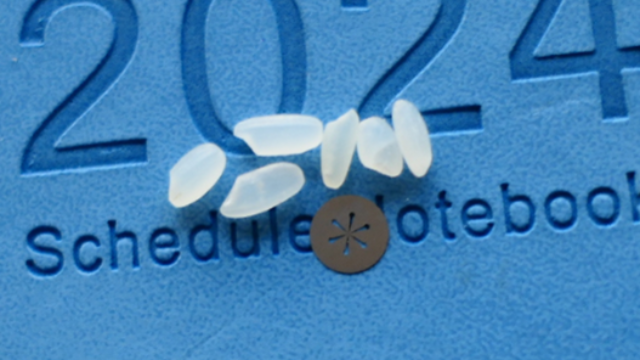
飞秒激光在切割薄膜时也能体现出较高的精度。例如,在加工碳纳米管薄膜微孔时,分析了激光参数对材料加工结果的影响规律。结果表明,波长为515nm的飞秒激光更适合用于碳纳米管薄膜的切割,在推荐的工艺参数下可获得良好的切割质量3。在对Tedlar复合材料-铝薄膜(厚度为2μm)进行表面飞秒激光刻蚀时,当激光输出功率为4.0W、光斑直径为40μm和扫描速率为500mm/s的工艺条件下,铝膜图形激光刻蚀后尺寸精度及相对位置精度均优于10μm,满足技术要求。并且研究发现,单位时间内极多数量飞秒激光脉冲的积累作用,使得铝膜表面的作用区域温度在极短时间内快速升高并超过铝的熔点和气化温度,表面铝膜**终被刻蚀去除。但当激光功率增大到5.5W时,界面处温度达到了513.19K,超过了基底Tedlar材料的最高使用温度,并在基底材料表面烧蚀产生点坑;当扫描速度从350mm/s增大至600mm/s时,出现的间断点尺寸从1.2μm增大到2.7μm,造成激光刻蚀加工尺寸误差高于10μm11。杭州附近紫外激光切膜打孔机薄碳纤维打孔



- 浙江本地紫外激光打标机塑料件透光雕刻 2024-11-21
- 吉安紫外皮秒激光切膜打孔机PI膜开槽 狭缝 2024-11-21
- 泰州MOPA激光切膜打孔机薄膜划线 2024-11-21
- 德州附近紫外激光切膜打孔机薄膜狭缝 2024-11-21
- 常州绿光激光切膜打孔机薄膜打孔 2024-11-21
- 天宁区本地紫外皮秒激光切割机激光精细打孔 2024-11-20
- 南京附近紫外激光打标机3D深雕浮雕 2024-11-20
- 浙江超薄金属皮秒激光切割机激光切膜 打孔 2024-11-20



- 01 江苏卧式深孔钻加盟
- 02 高温果蔬升温出库一体化装置生产
- 03 佳尔灵三联件气源处理密封性如何
- 04 武进区哪里有钣金加工收费
- 05 附近哪里有电机厂家供应
- 06 石家庄便携式户外电源批发
- 07 河北釜用剖分式机械密封定制
- 08 贵州陶瓷粉末成型液压机
- 09 广东塑料外壳加工费用
- 10 湖南供应高压波纹管截止阀厂家