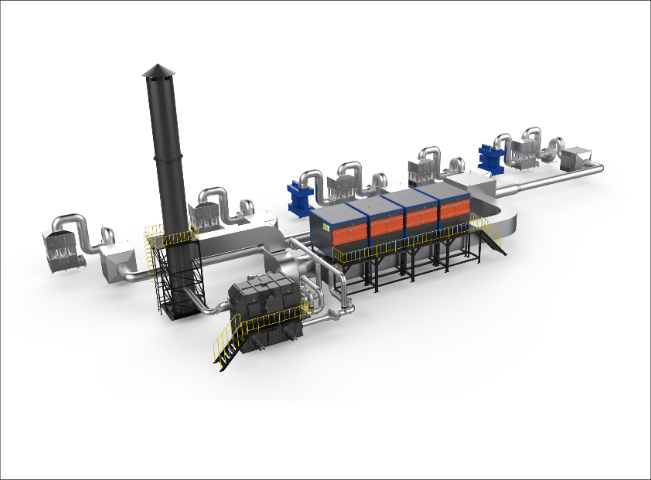
洛阳电子厂催化燃烧设备
关键词: 洛阳电子厂催化燃烧设备 催化燃烧

 2025.01.14
2025.01.14
文章来源:
催化燃烧技术的未来发展趋势高效催化剂的研发:随着材料科学的不断进步,新型高效催化剂的研发将成为催化燃烧技术发展的关键。未来的催化剂将更加注重活性、稳定性和选择性的平衡,以满足不同行业对废气处理的多样化需求。智能化控制系统的应用:结合物联网、大数据、人工智能等先进技术,开发智能化催化燃烧控制系统,实现废气处理过程的实时监测、智能调控和故障预警,提高处理效率和稳定性。系统集成与模块化设计:为了满足不同规模、不同工艺条件下的废气处理需求,催化燃烧系统将逐步向集成化、模块化方向发展,便于安装、调试和维护。碳中和目标下的新机遇:在全球碳中和目标的推动下,催化燃烧技术将与其他低碳、零碳技术相结合,形成更加完善的绿色能源利用体系,为各行业的可持续发展贡献力量。 催化燃烧技术广泛应用于化工、汽车、电子等多个行业。洛阳电子厂催化燃烧设备

未来发展趋势新型催化剂研发:随着材料科学的进步,开发成本低、活性高、稳定性好的新型催化剂将成为研究热点。智能化控制:结合物联网、大数据等现代信息技术,实现催化燃烧系统的智能监控与优化控制,提高运行效率。系统集成化:推动催化燃烧技术与其他环保技术的深度融合,形成一体化的环境治理解决方案。政策引导与支持:应加大对催化燃烧技术等环保技术的政策支持与资金投入,推动其产业化应用。总之,催化燃烧技术以其高效、清洁的特点,在化工、汽车、电子等多个行业中展现出巨大的应用潜力和广阔的市场前景。随着技术的不断进步和政策的持续支持,催化燃烧技术必将在推动绿色可持续发展、构建生态文明社会中发挥更加重要的作用。 新余化工厂催化燃烧常见问题催化燃烧技术成为处理有机废气的有效手段,其高效、环保的特性得到了广泛应用。

催化燃烧是一种高效的废气处理技术,其关键原理在于借助催化剂的作用降低有机物的氧化反应活化能。在这一过程中,废气中的有机污染物先通过进气系统进入催化燃烧装置。当废气经过预热后,在催化剂的活性位点上,有机分子与氧气发生反应。与传统的直接燃烧相比,它无需极高的温度就能使有机物迅速氧化分解为二氧化碳和水等无害物质。例如,对于一些挥发性有机化合物(VOCs),在贵金属催化剂(如铂、钯等)的催化下,能够在较低温度(通常 200 - 450℃)下实现高效转化。催化剂的存在改变了反应路径,极大地提高了反应速率,减少了能源消耗,同时也降低了燃烧过程中氮氧化物等有害副产物的生成,使得催化燃烧成为处理工业废气的理想选择之一。
能耗低:催化燃烧技术的能效优势1.低温高效燃烧传统燃烧技术往往需要较高的温度才能维持稳定的燃烧过程,这不仅增加了能源消耗,还可能导致热能的无效散失。而催化燃烧技术则能在较低的温度下实现高效燃烧,较大减少了能量的浪费。例如,在汽车尾气净化系统中,采用催化转化器后,可以在较低的排气温度下将一氧化碳、碳氢化合物和氮氧化物等有害物质转化为无害的二氧化碳、氮气和水,有效降低了燃油消耗和尾气排放。2.燃烧过程优化催化剂的选择性和活性使得催化燃烧过程更加准确和高效。通过精确控制催化剂的种类、用量及反应条件,可以实现对燃烧过程的精细化调控,减少不必要的副反应,提高目标产物的收率和纯度。这种优化不仅提高了能源利用效率,还减少了污染物的生成,实现了经济效益与环境效益的双赢。 催化燃烧技术对于改善环境质量、促进可持续发展具有重要意义。

催化燃烧技术的环保效益1.高净化率催化燃烧技术的净化率通常可达97%以上,甚至在某些高效系统中能够超过99%。这种极高的净化率使得催化燃烧设备在废气治理方面表现尤为出色。它能够有效地去除废气中的有害物质如NOx、VOCs等,减少了对环境的污染。2.低排放催化燃烧设备在相对低温下实现有机物的完全燃烧,极少产生二次污染物。废气排放达到或超过国家和地区的环保标准,更好地保护了周边环境。这种低排放的特性使得催化燃烧技术在环保领域得到了广应用和认可。3.广的适用性催化燃烧技术不仅适用于工业废气的治理还广应用于汽车尾气净化、家用燃气燃烧等领域。其高效的燃烧效率和低排放的特点使得它在各个领域都展现出了巨大的潜力和优势。 催化燃烧装置需要定期维护和保养,以保证其正常运行和处理效果。贵阳印刷厂催化燃烧厂家
催化剂在催化燃烧过程中扮演着关键角色,它降低了反应所需的活化能,使燃烧反应在较低的温度下能高效进行。洛阳电子厂催化燃烧设备
能耗低的明显优势1.低起燃温度,高效燃烧相较于传统的火焰燃烧,催化燃烧技术比较大的优势在于其极低的起燃温度。传统燃烧方式往往需要较高的温度才能维持稳定的燃烧,这不仅消耗了大量的能源,还可能导致能源的浪费。而催化燃烧技术通过催化剂的作用,能够在较低的温度下(约300°C-500°C)实现高效燃烧,明显降低了能耗。这种低温燃烧的特性,使得催化燃烧设备在启动时就能迅速达到稳定状态,无需长时间预热,从而进一步降低了能耗。2.高效的热回收系统催化燃烧设备在设计上充分考虑了热能的回收与利用。设备内部通常配备有高效的热回收系统,能够将燃烧过程中产生的热能进行回收并再利用。这种热回收方式不仅提高了能源的利用率,还进一步降低了运行成本。据统计,催化燃烧设备的热回收效率往往能够达到95%以上,远高于传统燃烧方式。这种高效的热回收机制,使得催化燃烧技术在节能减排方面表现尤为突出。3.提高燃料热利用率在传统的燃烧过程中,大量的热量被浪费在烟气排放和未完全燃烧的可燃物质中。而催化燃烧技术通过催化剂的作用,提高了燃料的热利用率,减少了未完全燃烧产物的生成。这不仅降低了能耗,还大幅减少了废气中污染物的排放量。 洛阳电子厂催化燃烧设备



- 惠州化工厂催化燃烧设计 2025-01-13
- 洛阳新能源厂催化燃烧设备 2025-01-13
- 洛阳喷涂设备催化燃烧工程 2025-01-13
- 九江有机废气催化燃烧方法 2025-01-13
- 贵阳注塑工艺催化燃烧大概价格 2025-01-13
- 潮州催化燃烧厂家 2025-01-13
- 郑州印刷厂催化燃烧设备 2025-01-13
- 茂名VOCS催化燃烧常见问题 2025-01-12




- 01 资阳Pe储罐哪家好
- 02 黄石旧服务器回收多少钱
- 03 江苏0307锡丝回收厂家
- 04 上海防爆湿度仪
- 05 河北清洁节能泥浆泵直销价
- 06 四川不锈钢活性炭漆雾处理箱价格
- 07 江西流水线噪音治理厂家
- 08 嘉定区高效制备医用氧气厂家直销
- 09 扬州本地在线排风哪种好
- 10 广东城市垃圾渗滤液处理工程