力补偿力控系统按需定制
关键词: 力补偿力控系统按需定制 力控系统

 2025.12.08
2025.12.08
文章来源:
平面、箱体和异形钣金,在制造业应用很多,比如机械工业,机器设备,汽车等等。因工艺的需求,会经过一些加工方式来达到我们想要的规格,常见的有火焰切割,锯切等,而经过后续的加工,会产生大量毛刺和割手边,这非常不利于往后工艺要求,需要打磨去除。对于平面钣金的打磨去毛刺方法,例如机器人打磨,安装DFC打磨力控系统,只需要在DFC力控系统执行器末端安装原有的打磨工具,配合对应的打磨耗材,合理实现了打磨时工具与工件的适度压紧与松开;工作过程结果表明:传动机构将减速电机输入的扭矩分别输出至上、下磨座,带动二者来回交错运动,由钢丝平刷对行进中的钢板进行板面清理及打磨除浮锈。而人工打磨和打磨机两种方法工作效率低、劳动强度大、工序质量参差不齐等问题。大儒科技的DFC智能力控系统力控系统尤其适合工件角面、将其毛边均匀去除、均匀倒角的精密加工效果。主要切削倒角部分,对平面的摩擦甚小。力控系统效果不受工件形变、公差等因素影响,打磨效率高、均匀性高。力控系统 ,就选大儒科技(苏州)有限公司,用户的信赖之选,有需求可以来电咨询!力补偿力控系统按需定制

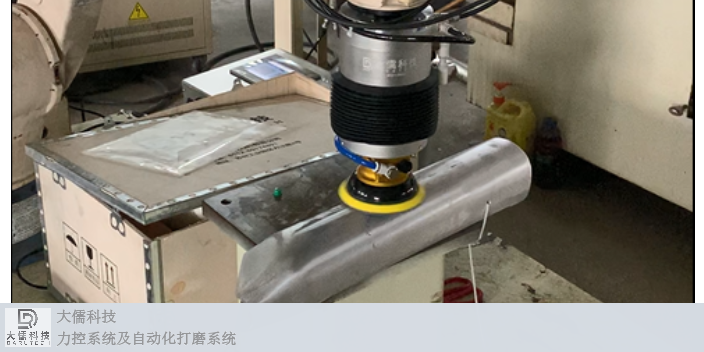
外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控系统安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控系统,在力控系统执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控系统,但是DFC力控系统的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控系统,力控系统效率高,工件打磨后的圆度一致性好。力补偿力控系统按需定制大儒科技(苏州)有限公司为您提供力控系统 ,有需求可以来电咨询!

铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控系统头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。
钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域应用较多,例如在电脑机箱、手机、mp3中,钣金是必不可少的组成部分,钣金件的设计变成了产品开发过程中很重要的一环,在对钣金进行打磨过程中,会产生大量的细尘飞扬,这些细尘飞扬严重影响工作环境,而且细尘容易被吸入工作者的身体内,对工作者的身体健康造成影响,并且如今的钣金打磨机对圆形钣金件不能很好的固定,如果打磨时钣金件固定不稳,容易造成安全事故。DFC力控系统使得钣金加工过程实现柔性力控系统,解决打磨自动化。对比柔性力控系统的施工工艺――柔性力控系统提供更加环保、安全的工作环境,打磨后工件批量表面光滑、细腻、平整,效果更加均匀、一致,配合使用不同粒度砂纸,达到钣金焊缝打磨贺表面砂光打磨效果。大儒科技(苏州)有限公司力于提供力控系统 ,欢迎您的来电哦!

使用智能打磨力控系统是简单有效的恒力打磨加工方法。通过在KUKA工业机器人末端的气动柔顺力控制功能使得打磨工具始终压紧被加工表面,且压力大小保持恒定,根据规划路径调整机器人的末端位姿,同时按照设定参数自动更换砂纸等耗材,进一步保证打磨的质量。目前加工轨迹表面复杂、精度要求高的自由曲面类零件打磨抛光基本都是由人工手持作业工具并依赖于工人的经验来完成的,这很难保证自由曲面零件的形位精度、表面微观物理属性,且制造成本较高,制约了成型模具加工技术的发展;尤其是目前的人工作业难以保证质量的一致性及加工效率,据统计精整加工占整个模具制造工时的42%左右,繁重的作业任务及低效率使得某些装备的研制周期受到严重的影响。大儒科技(苏州)有限公司为您提供力控系统 ,有想法的不要错过哦!北京官方授权经销力控系统
大儒科技(苏州)有限公司为您提供力控系统 ,有想法的可以来电咨询!力补偿力控系统按需定制
焊缝打磨包括:平面焊缝余高打磨、曲面焊缝余高打磨、不规则焊缝打磨。对于前两种情况,激光测距仪实时反馈方焊缝的余高以及左右的距离信息,通过内部算法实时计算,调整打磨工具高度与打磨位置,自适应补偿工件本体、焊接过程以及工装所导致的误差,就能实现力控系统加工作业。但对于不规则焊缝打磨,除了要定位位置和检测余高之外,还需要准确识别,因此要采用3D视觉检测系统,3D镜头+算法的测量模式,对工件焊缝3D扫描数据进行分析,实现焊缝的识别、准确定位和测量,对焊缝进行智能打磨。例如钣金箱箱体的冲压、焊接、打磨、原子灰、打磨、喷漆等的制作流程,把钣金箱体的焊缝、毛坯进行精细化的加工打磨,终对钣金箱体进行表面喷塑处理,形成较好的外观。由于焊接后的钣金箱体比较粗糙,还有锈斑、油污、焊缝等,所以要打磨和磷化处理去油去锈。力补偿力控系统按需定制




- 成都品质力控打磨欢迎咨询 2025-12-06
- 打磨力控系统销售厂家 2025-12-06
- 浙江力控系统共同合作 2025-12-06
- 泰州柔性打磨欢迎选购 2025-12-06
- 泉州本地力控打磨值得推荐 2025-12-05
- 韶关本地力控打磨装置 2025-12-05
- 江苏力控打磨研磨 2025-12-05
- 广州本地力控打磨值得推荐 2025-12-05




- 01 镇江化学实验室系统服务商
- 02 安徽大型熔炉集尘罩壳商家
- 03 扬州工厂自动化上料机
- 04 广东全自动上胶机
- 05 江门标准型变压吸附制氮种类
- 06 辽宁储料仓石灰投加机器
- 07 大幅面激光打标机
- 08 浙江书籍SJQ平角圆角切角机值得推荐
- 09 深圳GEN测试系统厂家
- 10 上海油烟净化器设备厨房设备定制