广东工业集中供气系统气体管道五项检测氦捡漏
关键词: 广东工业集中供气系统气体管道五项检测氦捡漏 气体管道五项检测

 2025.12.13
2025.12.13
文章来源:
大宗供气系统的管道内若存在 0.1 微米及以上颗粒污染物,会随气体进入生产设备,造成产品缺陷。例如在光伏行业,硅片清洗用的高纯氮气若含颗粒,会在硅片表面形成划痕,影响电池转换效率;在食品包装行业,颗粒可能污染包装材料,引发食品安全风险。0.1 微米颗粒度检测需用激光颗粒计数器,在管道出口处采样,采样体积≥100L,每立方米颗粒数需≤10000 个(0.1μm 及以上)。检测前需用超净氮气吹扫管道 1 小时,去除管道内壁附着的颗粒。大宗供气系统的管道多为无缝钢管,焊接时若未采用氩弧焊打底,会产生焊渣颗粒;过滤器滤芯老化也会导致颗粒泄漏,而颗粒度检测能及时发现这些问题,确保气体洁净度。高纯气体系统工程的氧含量(ppb 级)检测≤5ppb,满足光纤生产对气体纯度的要求。广东工业集中供气系统气体管道五项检测氦捡漏
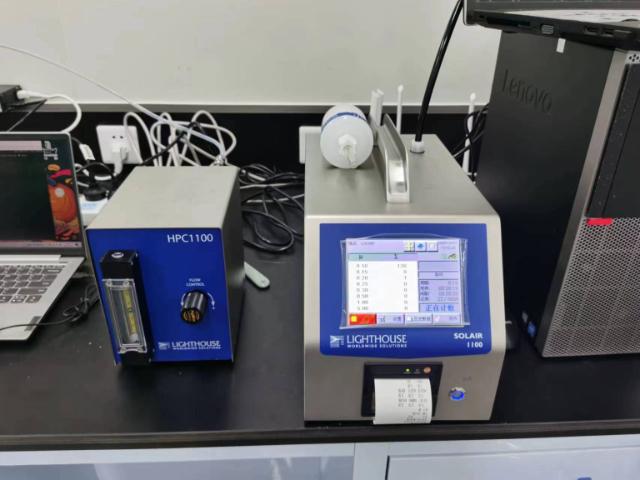
电子特气系统工程输送的气体(如四氟化碳、氨气)直接用于半导体晶圆刻蚀、掺杂工艺,管道内的 0.1 微米颗粒污染物会导致晶圆缺陷,降低良率。例如 0.1 微米颗粒附着在晶圆表面,会造成光刻胶图形变形,或导致电路短路。0.1 微米颗粒度检测需用凝聚核粒子计数器(CNC),在管道出口处采样,采样流量 1L/min,连续监测 30 分钟,每立方米颗粒数需≤1000 个(0.1μm 及以上)。电子特气管道需采用 316L 不锈钢电解抛光管,内壁粗糙度≤0.1μm,焊接时用全自动轨道焊,避免焊渣产生;安装后需用超净氮气吹扫 24 小时,去除残留颗粒。通过严格的颗粒度检测,可确保特气洁净度达标,这是电子特气系统工程的重要质量要求。广东工业集中供气系统气体管道五项检测氦捡漏大宗供气系统的氦检漏,泄漏率≤1×10⁻⁷Pa・m³/s,降低气体损耗和安全风险。

尾气处理系统中,某些尾气(如可燃性气体)的氧含量需严格控制,防止发生事故。例如在化工企业的甲醇尾气处理中,氧含量超过 5% 会形成危险混合物,遇明火引发事故;在催化燃烧系统中,氧含量不足会导致燃烧不完全,处理效率下降。ppb 级氧含量检测需用磁氧分析仪,在尾气进入处理设备前采样,检测范围 0-10000ppm(可扩展至 ppb 级),精度≤±0.1% FS。检测时需关注管道是否泄漏 —— 若空气渗入尾气管道,会导致氧含量升高,因此尾气处理系统需先通过保压测试确保密封性,再进行氧含量检测。通过严格的氧含量控制,可保障尾气处理系统的安全运行,避免事故发生。
尾气处理系统的管道若含水分,会影响处理效果,例如在活性炭吸附中,水分会占据吸附位点,降低对 VOCs 的吸附能力;在催化燃烧中,水分会导致催化剂失活。ppb 级水分检测需用水分分析仪,在尾气进入处理设备前采样,温度需≤-20℃(对应水分≤10700ppb),具体限值根据处理工艺调整。尾气处理系统的管道若未做保温,会因温度变化产生冷凝水;风机选型不当导致压力过低,也会吸入环境空气中的水分。通过水分检测,可优化系统运行参数(如加热保温、调整风机压力),确保处理效率,这是第三方检测机构对尾气处理系统的重要考核项。尾气处理系统氦检漏泄漏率≤1×10⁻⁷Pa・m³/s,防止有毒气体外泄污染环境。

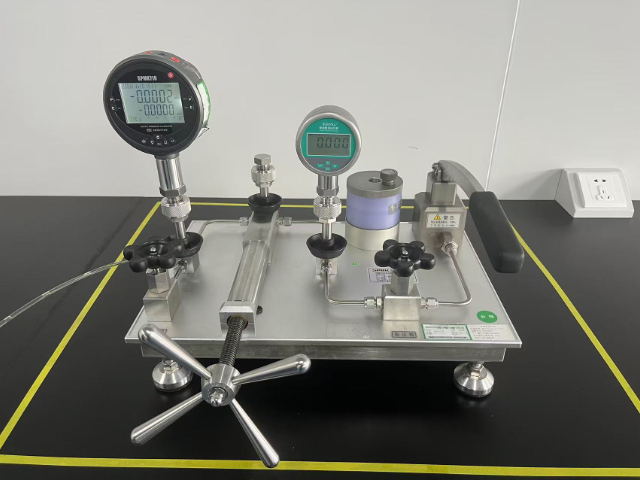
尾气处理系统的管道若存在泄漏,会导致未处理的尾气直接排放,污染环境,保压测试是防止这类问题的关键。测试时,向管道内充入压缩空气至 0.2MPa,关闭阀门后监测 8 小时,压力降需≤2% 初始压力。尾气处理系统的管道多为耐腐蚀材质(如 PVC、PP),但接头处若粘结不牢,或法兰密封垫老化,会导致泄漏 —— 例如在电镀厂的含铬尾气处理中,泄漏会导致六价铬超标,危害周边环境。保压测试能发现这些泄漏点,尤其是风机前后的管道(压力波动大,易泄漏),确保尾气 100% 进入处理装置,符合环保排放标准,这也是第三方检测机构对尾气处理系统的重要要求。电子特气系统工程的水分(ppb 级)检测≤10ppb,防止特气水解腐蚀管道。云浮大宗供气系统气体管道五项检测0.1微米颗粒度检测
高纯气体系统工程的保压与氦检漏联动,确保管道既无宏观泄漏也无微观泄漏。广东工业集中供气系统气体管道五项检测氦捡漏
在电子特气系统工程中,保压测试是保障管道安全运行的重要环节。电子特气多为腐蚀性、毒性或易燃易爆气体,管道一旦泄漏,不仅会污染生产环境,还可能引发安全事故。保压测试需在管道安装完成后,先进行氮气置换去除空气,再充入高纯氮气至设计压力(通常为 0.6-1.0MPa),关闭阀门后持续监测 24 小时。根据行业标准,压力降需≤0.5% 初始压力,且每小时压力波动不超过 0.01MPa。测试过程中,需重点关注阀门接口、焊接点等易泄漏部位,结合压力曲线判断是否存在微漏。对于电子特气系统而言,保压测试的严格执行能有效避免因泄漏导致的特气纯度下降,确保半导体芯片等精密产品的生产质量,是第三方检测机构对电子特气系统安全评级的重要依据。广东工业集中供气系统气体管道五项检测氦捡漏


- 广州力学仪器校准服务 2025-12-12
- 梅州专业仪器校准服务 2025-12-11
- 珠海气体管道五项检测 2025-12-11
- 东莞专业仪器校准服务 2025-12-11
- 潮州时间频率仪器校准公司 2025-12-10
- 湛江第三方仪器校准 2025-12-10
- 佛山本地气体检测分析 2025-12-10
- 潮州气体管道五项检测 2025-12-09





- 01 福建水质监测5G物联网络
- 02 自助洗车系统销售
- 03 澳洲邮政小包查询
- 04 流固耦合仿真培训
- 05 企业网络营销是真的吗
- 06 河南大数据SaaS软件服务
- 07 重庆储能移动电源UN38.3是什么
- 08 无锡办公室打印机出租带保密功能
- 09 临汾传播效能升级媒体发布代发布服务
- 10 杭州家庭民宿经营如何收费