重庆内孔磨加工主动测量系统
关键词: 重庆内孔磨加工主动测量系统 主动测量仪

 2025.12.17
2025.12.17
文章来源:
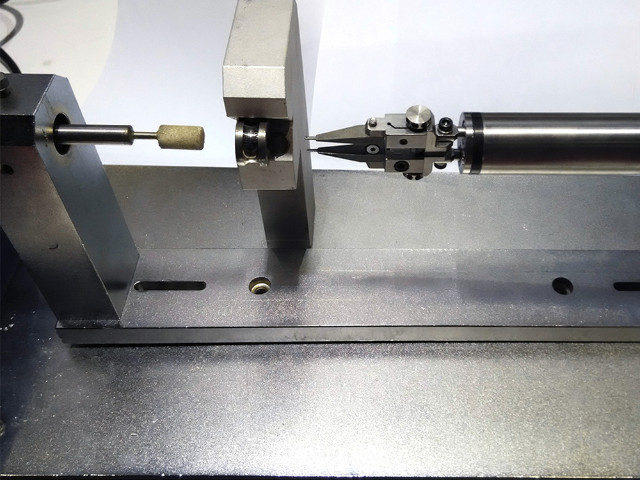
内孔磨加工主动测量仪能提升内孔形位公差的控制能力。内孔的圆柱度、同轴度等形位公差对零件装配和功能影响明显,传统测量方式难以在加工中实时监测这些参数,易导致形位误差超标。内孔磨主动测量仪通过多方向传感器同步采集数据,可实时计算内孔的圆柱度偏差、轴线偏移量等形位参数,并将信息反馈至控制系统,通过调整砂轮轴线与工件的相对位置进行动态修正。这种实时控制能力确保内孔形位公差严格控制在设计范围内,避免因形位误差导致的装配困难或功能失效,提升零件的整体装配质量和使用性能,满足高精度零件的加工要求。磨加工主动测量仪提供持久的测量精度和稳定性。重庆内孔磨加工主动测量系统
凸轮轴磨加工主动测量仪能优化凸轮轴的磨削路径策略。凸轮型面的非对称结构要求磨削路径随轮廓动态调整,传统固定路径模式难以兼顾效率与精度。主动测量仪根据实时采集的凸轮型面数据,结合材料硬度分布特点,自动规划差异化磨削路径:在曲率变化大的部位采用慢进给、小步距的精细磨削,在平缓部位采用快进给模式快速去除余量。这种智能路径策略在保证型面精度和表面质量的前提下,大幅缩短了磨削时间,减少了砂轮与工件的无效接触,降低磨削热的产生,避免因过热导致的材料性能退化,同时提升单位时间的加工效率,优化生产节拍。重庆内孔磨加工主动测量系统磨加工主动测量仪的使用可降低废品率,减少原材料的浪费。
在线磨加工主动测量仪可提高对柔性生产的适配性。柔性生产要求设备能快速适应多品种、小批量的生产需求,传统测量设备因参数调整繁琐难以满足快速换产要求。在线主动测量仪可通过预设的程序库存储不同工件的测量参数和工艺标准,换产时只需调用对应程序,无需重新进行复杂的参数设置,同时能自动识别工件类型并匹配测量方案。这种快速适配能力减少了产品更换时的设备调试时间,提升了生产线的柔性化水平,使磨削工序能快速响应市场订单的变化,增强企业的生产灵活性和市场竞争力。
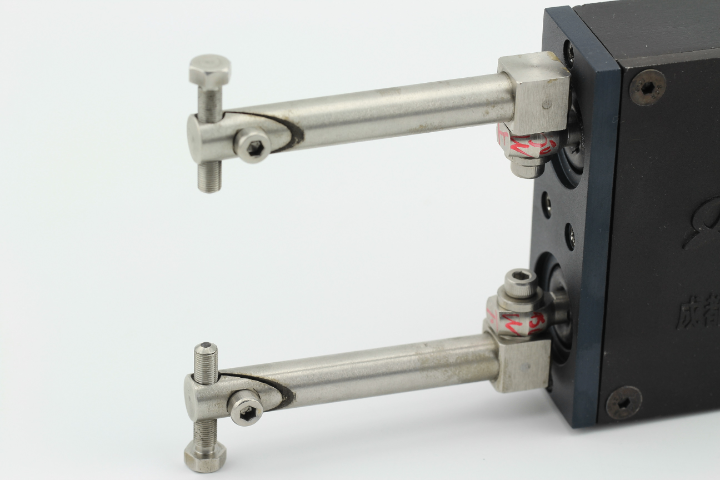
轴承磨加工主动测量仪可提升轴承的旋转精度。轴承的旋转精度取决于滚道和滚动体的形状误差与位置误差,传统加工方式难以兼顾这些参数的实时控制,易导致旋转时出现偏心或晃动。轴承磨主动测量仪配备多维度传感器,能同时监测滚道的圆度、同轴度、端面跳动等形位参数,通过分析这些参数的关联性,自动调整磨削路径和力度,对滚道进行精确修整。这种全方面的精度控制可有效降低轴承旋转时的径向和轴向跳动,确保滚动体在滚道内平稳运转,减少因旋转精度不足导致的能量损耗和发热,提升轴承的高速旋转性能,满足精密机械对轴承旋转精度的严苛要求。磨加工主动测量仪结构紧凑轻便,安装便捷,完美集成于磨床,全程不干扰磨削作业。

曲轴磨加工主动测量仪能优化曲轴磨削的进给策略。曲轴轴颈磨削需兼顾效率与精度,传统固定进给模式难以平衡两者。主动测量仪根据轴颈初始尺寸与目标尺寸的差值,自动规划进给路径:粗磨阶段采用大进给量快速去除余量,当接近成品尺寸时切换为精细进给,确保表面粗糙度达标。这种智能进给策略在保证精度的前提下大幅缩短磨削时间,减少砂轮与轴颈的无效接触,降低磨削热产生,避免轴颈因过热导致的性能退化,同时提升单位时间的加工效率,优化生产节拍。磨加工主动测量仪的防护性能在恶劣的磨削环境中显得尤为重要,可延长设备使用寿命。曲轴磨加工主动测量系统哪家好
磨加工主动测量仪的测量范围可通过更换不同规格的探头进行扩展,增强设备的通用性。重庆内孔磨加工主动测量系统
前插磨加工主动测量仪能增强批量生产的一致性。批量生产中,前插坯料的初始尺寸差异、设备状态变化等因素易导致产品质量离散,传统抽检方式难以全方面控制。主动测量仪对每一件前插的全磨削过程进行连续测量,记录完整的尺寸变化曲线和关键参数,通过统计分析同一批次的尺寸偏差规律,自动微调下一批次的磨削基准和补偿值。这种批量调控能力可缩小不同前插之间的尺寸差异,确保装配时的互换性,减少因个体差异导致的整机性能波动,同时为工艺优化提供详实数据支持,提升批量生产的质量稳定性,满足规模化生产的质量管控要求。重庆内孔磨加工主动测量系统










- 01 珠海塑料托盘厂家
- 02 无锡S/VS系列碟形垫圈定制
- 03 惠州装饰线条安装高度
- 04 宿迁电器五金冲压件加工
- 05 美国原装进口BOM钉2581
- 06 金属O型圈材质
- 07 质量弹簧螺丝售价
- 08 中国澳门哪里有调节螺丝
- 09 金威不锈钢焊条焊材代理品牌
- 10 乌鲁木齐液压工业限位批发