打孔钻头订购
关键词: 打孔钻头订购 钻头

 2026.03.01
2026.03.01
文章来源:
手电钻可以用普通钻头安装在混凝土墙上,但整体效率不是特别高,所以本电站选择三角头,因为三角头的冲击力更强!另外,还可以选择三角形钻头,可以直接打混凝土墙!因为相对来说,这个钻头的硬度也足够高,可以让钻孔变得更加容易!我在哪里可以用它来钻孔!混凝土钻孔应使用自用麻花钻钻头,切削刃应为硬质合金!冲击钻依靠旋转和冲击来工作!单次震动很轻,但每分钟震动超过40,000次!手钻可以用普通的钻头安装在混凝土墙上!整体效率不是特别高!选择三角头是因为三角头的冲击力更强,混凝土墙能尽快穿透进去,效率还是很好的!工作需要带水,工作时要小心,钻孔速度会越来越慢!钻头和钻头在五金中用什么玻璃化墙砖!用于在混凝土基础、墙壁、砖墙、花岗岩上钻孔,以便在孔中安装膨胀螺栓!推荐使用硬质合金扭曲钻头!由于混凝土墙的刚性,钻孔必须缓慢进行!先检查钻孔设备是否完好,连接是否正常,然后再进行钻孔高硬度金刚石颗粒密布,耐磨抗蚀,强磨蚀岩层也能稳钻进。打孔钻头订购
硬质合金钻头材料的主要成分是碳化钨和钴,占所有成分的99%,其他金属占1%,所以称为钨钢(碳化钨)!钨钢是一种由至少一种金属碳化物组成的烧结复合材料!碳化钨、碳化钴、碳化铌、碳化钛和碳化钽是钨钢的常见成分!碳化物成分(或相)的晶粒尺寸通常在0.2-10微米之间,并且碳化物晶粒使用金属粘合剂结合在一起!粘结剂金属一般为铁族金属,常用钴和镍!因此,有钨钴合金、钨镍合金和钨钛钴合金!钨钢钻头材料烧结成型是将粉末压制成坯料,然后进入烧结炉加热到一定温度(烧结温度),保持一定时间(保温时间),然后冷却它以获得所需的性能!钨钢材质!特点:硬质合金的红硬性可达800-1000度!硬质合金的切削速度是高速钢的4-7倍!切割效率高!缺点是抗弯强度低,冲击韧性差,脆性大,抗冲击和抗振性低!四川钨钢钻头要多少钱耐磨涂层技术加持,刀头磨损速率大降,延长使用寿命。

钻尖磨损原因:1.工件在钻头钻孔力的作用下向下移动,钻头钻孔后弹回!2.机床刚性不够!3.钻头材质不够强!4.钻头跳跃太多!5.夹紧刚性不足,钻头滑动!措施:1.降低切割速度!2.增加饲料3.调整冷却方向(内冷)4.添加倒角5.检查调整同轴度钻头!6.检查后角是否合理!3.2韧带断裂原因:1.工件在钻头钻孔力的作用下向下移动,钻头钻孔后弹回!2.@>机床刚性不够!3.钻头材质不够强!4.钻头太大了!5.夹紧刚性不足钨钢钻头高速钢钻头,钻头滑动!措施:1.选择更大的后锥钻头!2.检查主轴钻头跳动范围(<0.02mm)3.使用预定心钻顶孔!4.使用较硬的钻头,带有颈套或热缩套件的液压夹头!
群钻再外直刃上刃磨出月牙槽,从而使分屑更细,排屑更流畅!钻孔时产生的环行筋,有利于钻头定心,保证钻孔“光”和“圆”!其钻矩降低30%左右,所以它可以用较大的进给量钻孔!外刃锋角135°,内刃锋角120°,钻尖高0.06d,使它同时具备优良的钻薄板性能!由于切削阻力小,定心准、稳,所以特别适合在手电钻上使用!麻花钻对于机械加工来说,它是一种常用的钻孔工具!结构虽然简单,但要把它真正刃磨好,也不是一件轻松的事!关键在于掌握好刃磨的方法和技巧,方法掌握了,问题就会迎刃而解!我这里介绍一下对麻花钻的手工刃磨技巧!麻花钻的顶角一般是118°,也可把它当作120°来看待!快速接头设计装机便捷,管线连接不费事,施工准备省时间。

开始钻孔前必须确保刀具已经完全安装到位,没有松动或没有夹紧的现象!使用磁座钻机钻孔时必须保证钻机磁块下无铁屑,吸附面平整,机器无摇摆或未完全吸附现象!开始钻孔直至钻孔完成的全过程应保持冷却充分,有条件的比较好采用内冷却,不充分冷却易引起刀具损坏!钻孔刚开始时应进刀缓慢平稳,切入1-2mm后可以加快进刀速度!出刀时适当减慢走刀速度,中间切削过程应保持进刀均匀!硬质合金钢板钻钻孔时合理的刀刃线速度应在每分钟30米左右,比较低不应低于每分钟20米!硬质合金是高硬度的材料,存放和领用过程中应防止刀片磕碰,使用过程中应防止冲击!入刀时若产生剧烈振动,需检查转速是否太高,还需检查机器导轨是否间隙太大,必要时进行维修和调整!钻孔过程中如遇到闷车停机现象,应首先切断电源,手工反向稍微转动刀具,使刀刃脱离切屑区域,再提起电机取下刀具,经查看无异常后可重新开始作业!缠绕在刀体上的铁屑过多时,可退刀后用勾子除去!高频焊接一体成型,耐磨度达普通钻头 5 倍,免修磨寿命延长超久。椒江电锤钻头
建筑改造拆除切割,钢筋混凝土墙体切割,不损周边结构。打孔钻头订购
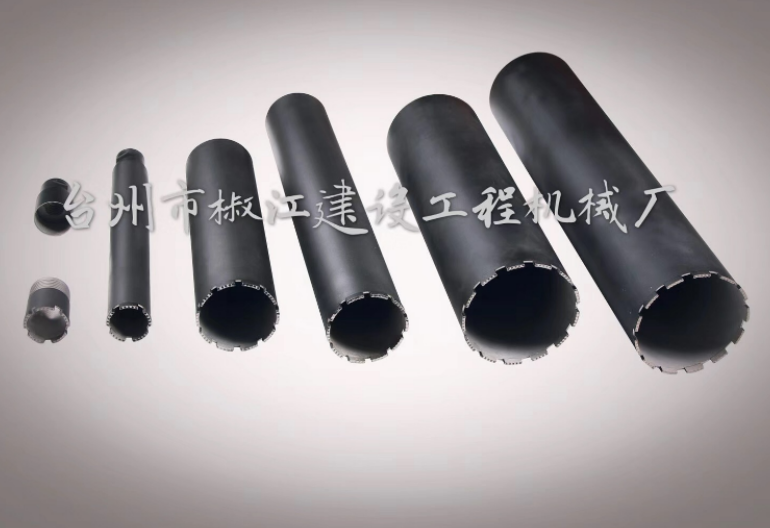
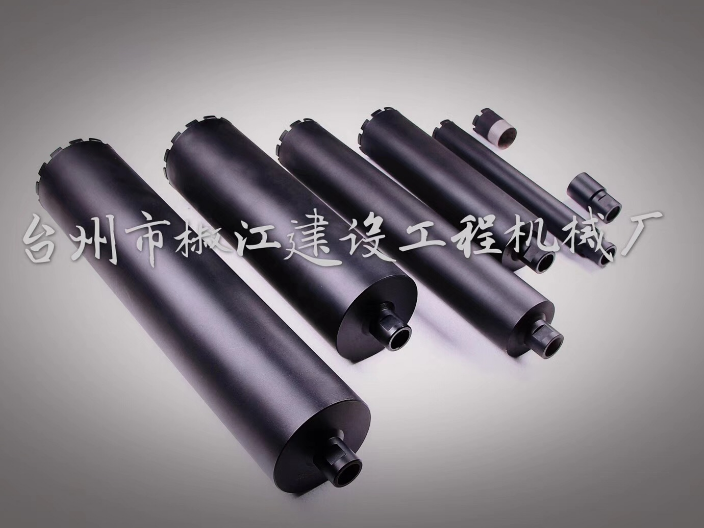
空心钻头的主要特点是加工时孔的内芯不被切削,因此空心钻头的切削量比麻花钻明显减少,所需钻机功率和切削中产生的热量也较小!用高速钢空心钻头钻孔时,因加工区温度对钻头硬度影响很大,因此钻孔过程中必须使用冷却液降温(如不用冷却液,钻头磨损一开始就将以相变磨损为主而快速磨损)!开始我们采用外部喷淋冷却方式,但因钻头工位为水平轴线方向加工,冷却液不易进入钻头刀刃部分,冷却液消耗较大,冷却效果不理想!经重新设计改变钻机主轴结构,将外部喷淋冷却变为内部喷淋冷却,冷却液由空心钻头芯部加入,使冷却液能顺利到达钻头切削部分,从而明显降低了冷却液消耗量,改善了冷却效果!打孔钻头订购



- 上海合金球齿钻头订购 2026-03-02
- 打孔钻头订购 2026-03-01
- 四川大口径扩孔钻头多少钱 2026-03-01
- 安徽打孔钻头订购 2026-03-01
- 河北凿岩钻头供应商 2026-02-28
- 北京双端面钻头定制 2026-02-28
- 江苏大口径扩孔钻头厂家直销 2026-02-28
- 北京高速钢钻头定做 2026-02-27



- 01 广东油漆渣烘干机规格
- 02 深入剖析蓝牙AOA基站介绍
- 03 江西线性体堆焊机供应商
- 04 河南TGB扭矩扭力限制器厂家排名
- 05 江西支持来图来样凸轮曲轴销售公司
- 06 连云港可弯曲真空管道定制
- 07 宿迁电厂仪表阀维修保养
- 08 辽宁三维坐标定位机器人自动化激光切割供应商
- 09 江苏多功能检测产品介绍
- 10 芜湖吸气式自动锁螺丝机定制