江西提升机链轮
关键词: 江西提升机链轮 提升机

 2026.03.02
2026.03.02
文章来源:
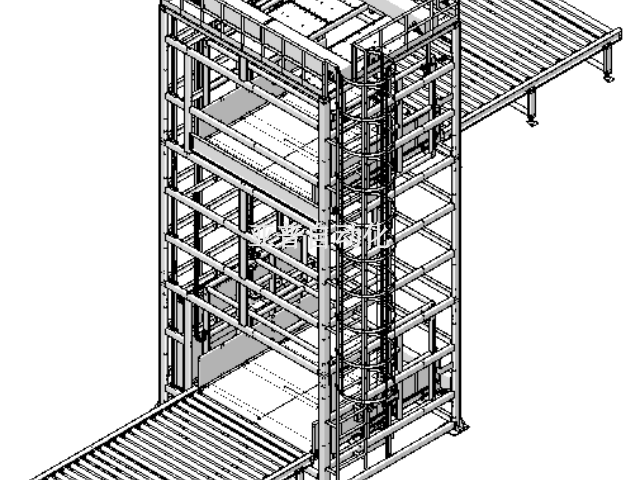
船舶螺旋桨加工需将桨叶(重量800kg)从铸造区输送至加工机,传统吊车吊装桨叶(作业空间需求大,需15m×15m),单次吊装耗时40秒,日加工量10件,桨叶易因吊装晃动导致加工误差(误差±0.1mm)。AGV提升机与加工机配合后,采用重型液压升降系统(最大承重1000kg),通过激光导航精细定位加工机工作台,升降平台缓慢托起桨叶(升速0.1m/s),定位误差±0.02mm。单次输送耗时12秒,作业空间*需6m×6m,日加工量提升至25件,加工误差降至±0.05mm,减少1名吊车操作员,适配船舶零部件车间重型加工需求。连续提升机可以采用加厚型材与品质轴承,承重更强更耐用。江西提升机链轮
五金螺母攻丝需将螺母(M8-M12型号)从冲压区输送至攻丝机,传统人工分拣螺母后倒入攻丝机料斗(分拣耗时8秒/批次),错投率3%,日攻丝量1.5万个。AGV提升机与攻丝机配合后,通过RFID识别螺母型号,自动行驶至对应冲压区,升降平台升起(升程150mm)承接螺母,再按攻丝机料斗高度(600mm)精细卸料,实现“型号-攻丝机”一一对应。单次分拣卸料耗时2秒,错投率降至0.2%,日攻丝量提升至3.5万个,减少2名分拣工人,且攻丝机料斗可实时补料(缺料预警响应时间<10秒),避免设备空转。甘肃物料提升机安装方案农药生产车间:料箱提升机 + 反应釜 + 灌装机。

冰箱生产线中,压缩机装配需将压缩机(重量30kg)从暂存区输送至装配机,传统采用固定轨道输送,轨道铺设成本高且无法适配多型号冰箱混线生产(换产需调整轨道,耗时1.5小时),日装配量500台。AGV提升机与压缩机装配机配合后,可通过视觉导航识别不同型号压缩机,升降平台自动调整抓取高度(适配200-500mm高度的暂存架),再按装配机进料位置精细停靠,升降定位误差±1mm。换产时*需更新导航数据,换产耗时缩短至10分钟,日装配量提升至900台,同时省去轨道铺设成本(单条生产线节省20万元),实现多型号冰箱柔性生产。
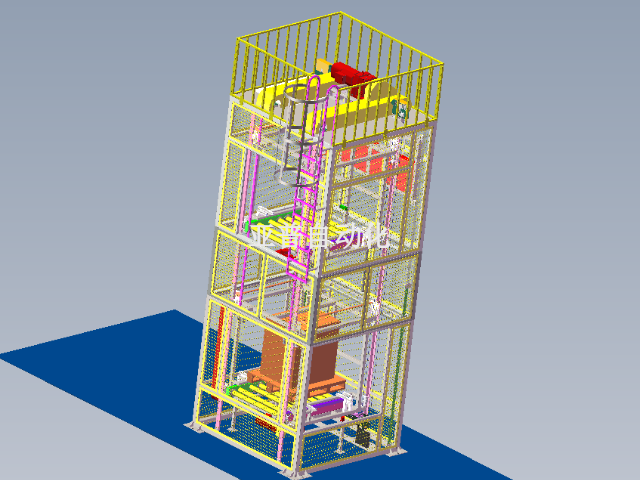
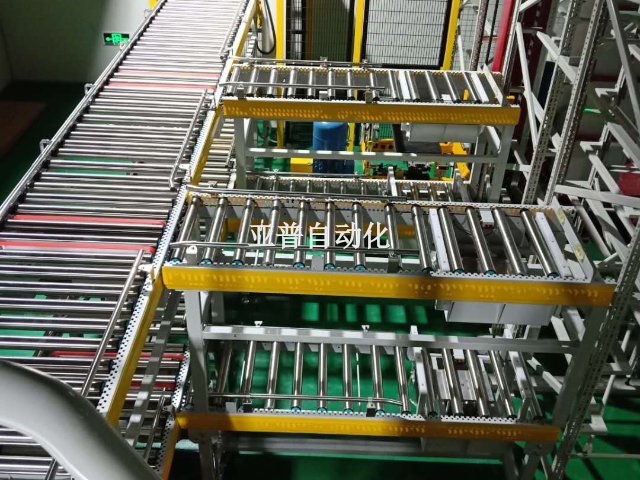
面包生产需将面团从和面区输送至醒发箱(38℃,湿度85%),传统人工搬运面团(易因温度差异导致醒发不均,不良率3%),单次搬运耗时12秒,日产量1.2万份。AGV提升机与醒发箱配合后,采用保温输送平台(温度波动±1℃),通过红外导航自动对接和面机出口,升降平台按醒发箱层高(400mm)精细放置面团,醒发过程中温度湿度稳定。单次搬运耗时3秒,醒发不良率降至0.3%,日产量提升至3万份,减少3名搬运工人,且面团输送过程中可自动计数(计数误差<0.1%),避免醒发箱过载。连续提升机支持多入口多出口设计,满足多点取料与多点送料需求。

提升机的**价值之一,在于通过程序化、规则化的物料输送,从源头避免生产环节中的物料混乱与堆积问题。它能够严格遵循预设的生产流程与工艺要求,将物料精细、依次地输送至各个生产节点,形成连贯且稳定的生产链路。以纺织印染生产线为例,布料的生产需历经染色、印花、后整理等多个关键环节,每个环节对布料的状态、输送时机都有严格要求。提升机可根据工艺参数,将染色后的布料精细转运至印花车间,待印花工序完成后,再无缝输送至后整理车间进行定型、烘干等处理。这一过程中,无需人工干预物料转运,不仅避免了人工搬运可能出现的布料损伤、混淆等问题,更确保了各车间生产节奏的高度协同 —— 前一环节的产出能及时成为后一环节的输入,有效缩短了生产周期,提升了整体生产效率。同时,有序的生产流程减少了因物料堆积导致的车间空间浪费,降低了生产中断的风险,为产品质量稳定性与交货期保障提供了坚实支撑。亚普无动力辊筒转动顺滑,是日用行业批量输送的部件。河南输送提升机
连续提升机防跑偏防掉料设计,物料输送零损耗,提升生产良品率。江西提升机链轮
航空涡轮叶片检测需将叶片(精度要求±0.02mm)从加工区输送至检测机,传统人工搬运易因手抖导致叶片磕碰(磕碰率1.2%),单次搬运耗时25秒,日检测量40件。AGV提升机与叶片检测机配合后,采用柔性夹具(适配不同曲率叶片),通过激光轮廓扫描定位叶片位置,升降平台精细抓取(定位误差±0.05mm),再按检测机工作台高度(900mm)平稳放置,避免叶片受力变形。单次搬运耗时8秒,磕碰率降至0.1%,日检测量提升至90件,且检测过程中无需人工干预,叶片检测数据可通过AGV系统同步上传至管理平台,实现检测流程数字化追溯。江西提升机链轮







- 01 精密压铸模具批发
- 02 江苏洗地机电源适配器
- 03 湖北100A滤波器生产厂家
- 04 苏州风机配电柜采购
- 05 宁夏光照度实验室环境监测系统怎么做
- 06 昆明干式变压器厂商
- 07 苏州大型电网模拟设备报价
- 08 上海冻干粉包装非标自动化项目
- 09 菲律宾直流快充转接头
- 10 雅安化工厂车间防爆配电柜/箱推荐