辽宁小型缩管机解决方案
关键词: 辽宁小型缩管机解决方案 缩管机

 2026.03.14
2026.03.14
文章来源:
缩管机的应用场景普遍覆盖汽车制造、航空航天、工程机械与建筑五金等领域。在汽车领域,缩管机用于生产排气管、制动管与液压油管,其无缝缩径工艺确保了管路系统的密封性与耐压性;航空航天领域对管材精度要求极高,缩管机通过微米级控制实现轻量化结构件的加工,助力飞行器减重增效;工程机械中,液压系统的管路连接依赖缩管机实现强度高、无泄漏的连接,保障设备在恶劣工况下的可靠性;建筑五金行业则利用缩管机生产家具管、装饰管等异形管材,满足个性化设计需求。缩管机的行业价值不只体现在提升生产效率与产品质量上,更通过减少材料浪费与能源消耗,推动了金属加工行业的绿色转型。其无切削加工特性避免了传统工艺产生的金属屑与冷却液污染,符合现代制造业对环保与可持续发展的要求。缩管机在自动化仓储系统管路连接件制造中应用多。辽宁小型缩管机解决方案
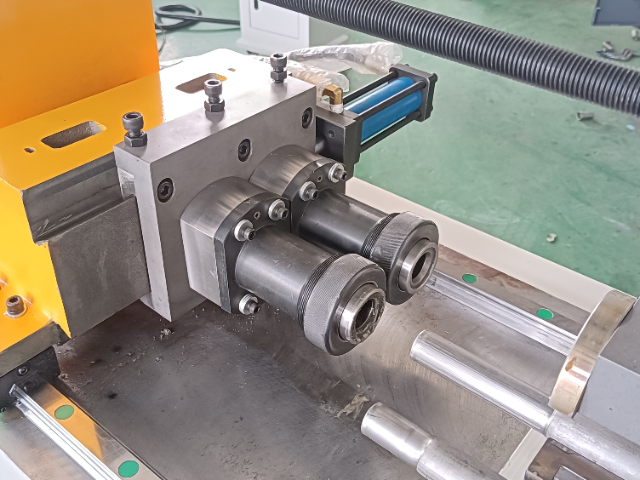
缩管机的机械结构围绕“压力施加”与“尺寸控制”两大关键设计。典型设备由机架、液压系统、模具组件、传动装置及控制系统组成。机架作为基础支撑,需具备高刚性与抗振性,以承受加工过程中的反作用力;液压系统提供稳定的高压动力,通过油缸推动模具运动,实现管材的渐进式压缩;模具组件是关键执行部件,其内腔形状直接决定管材的之后尺寸与表面质量,通常采用高硬度合金钢制造,并经过精密研磨与热处理;传动装置负责将液压能转化为模具的直线或旋转运动,部分高级机型采用伺服电机驱动,实现更高精度的位移控制;控制系统则整合传感器与逻辑单元,实时监测压力、位移等参数,确保加工过程符合预设工艺要求。工作原理上,缩管机通过模具的逐步闭合对管材施加径向压力,金属在三向压应力状态下发生塑性流动,之后形成与模具内腔匹配的形状。这一过程中,摩擦力的控制至关重要,过高的摩擦会导致管材表面划伤或加工力激增,因此模具表面常镀有耐磨涂层或采用润滑剂降低摩擦系数。郑州钢管缩管机生产商缩管机在特种门窗气密管路连接件加工中要求高精度。

缩管机的加工精度是衡量设备性能的关键指标,其控制涉及机械、液压、电气多系统协同。机械精度方面,模具制造误差需控制在±0.01mm以内,通过三坐标测量仪进行全尺寸检测,确保模具锥度、圆度等参数符合设计要求。液压系统则通过比例阀实现压力闭环控制,系统实时监测液压缸位移与压力值,自动调整输出压力,消除因油温变化或负载波动导致的精度偏差。电气控制层面,编码器与光栅尺组成位置反馈系统,将模具位移信号实时传输至PLC,当实际位置与设定值偏差超过0.05mm时,系统自动触发补偿程序,通过调整液压阀开度修正位移误差。此外,环境因素对精度的影响也不容忽视,加工车间需保持恒温(20±2℃)、恒湿(50%±10%),避免温度变化导致设备热变形或管材尺寸波动。
模具是缩管机的“心脏”,其设计与制造水平直接影响加工质量。模具设计需综合考虑管材材质、管径、壁厚及变形量等因素,通过计算机辅助设计(CAD)软件建立三维模型,并利用有限元分析(FEA)模拟加工过程,优化模具的轮廓曲线和压缩角度,以减少应力集中和摩擦生热。制造方面,模具通常采用数控铣削、电火花加工(EDM)等高精度工艺,确保尺寸精度达到±0.01mm;表面处理则通过超精研磨、抛光或喷砂等工艺,将粗糙度控制在Ra0.2μm以下,以降低摩擦系数并提高模具寿命。对于特殊材质的管材(如钛合金、高温合金),模具还需采用涂层技术(如TiN、CrN涂层),增强耐磨性和耐腐蚀性,适应恶劣加工环境。缩管机可实现缩管后自动检测与分拣功能。

标准化与规范化建设是提升缩管机行业整体水平的关键。需制定涵盖设计、制造、检测、使用全流程的标准体系:设计标准方面,明确设备结构尺寸、材料选用、精度等级等关键参数,确保不同厂家生产的设备具有互换性;制造标准方面,规定加工工艺、装配流程、检验方法等,例如要求模具热处理后硬度均匀性≤2HRC,液压系统清洁度需达到NAS1638标准7级;检测标准方面,制定加工质量检测项目与合格判定准则,如管材缩径后圆度误差≤0.1mm,壁厚偏差≤±0.05mm;使用标准方面,规范设备操作、维护、保养流程,例如要求每日加工前检查液压油位,每500小时更换液压油滤芯等。通过标准化建设,推动行业技术进步,提升产品质量稳定性。缩管机通过编码器反馈实现闭环位置控制。辽宁小型缩管机解决方案
缩管机在通信设备冷却管、接头组件加工中需求多。辽宁小型缩管机解决方案
缩管机的操作流程涵盖管材装夹、模具选择、参数设定、缩径加工与质量检测五个环节。管材装夹需确保轴线与模具中心线重合,否则会导致缩径后管材弯曲或壁厚不均,通常采用V型块或气动夹具实现快速定位。模具选择需综合考虑管材材质、外径与目标尺寸,例如缩径比超过30%时,需采用多段缩径工艺,分步减小管径以避免材料开裂;对于异形管材,则需定制专门用于模具,确保形变后截面形状符合设计要求。参数设定包括压力、速度与保压时间,压力直接影响缩径量,速度决定加工效率,保压时间则确保材料充分形变,操作人员需通过试样加工验证参数合理性,再批量生产。质量检测依赖千分尺、圆度仪等工具,对缩径后的管材进行外径、圆度与壁厚均匀性检测,确保产品符合工艺标准。辽宁小型缩管机解决方案





- 广东碳钢缩管机排行榜 2026-03-11
- 辽宁电动弯管机操作规程 2026-03-10
- 上海自动弯管机供应商 2026-03-10
- 张家港带锯切铝机厂家供应 2026-03-10
- 浙江不锈钢切管机价钱 2026-03-09
- 河北微型缩管机厂家 2026-03-09
- 辽宁315切管机定做 2026-03-09
- 广州自动弯管机供应商 2026-03-08





- 01 攀枝花大型卷绕镀膜机哪家好
- 02 湖州移动电子设备封装喷射阀功能
- 03 永嘉不锈钢浮动式球阀定制厂家
- 04 镇江零食自动售货机供应商
- 05 ABS厚片吸塑销售电话
- 06 浙江电磁自卸式除铁器价格实惠
- 07 河北24小时快速响应凸轮轴售价
- 08 徐州环氧树脂台面实验仪器台销售
- 09 衢州尼龙三角包包装机
- 10 温州法兰连接固定式球阀生产厂家