成都磨加工主动测量系统费用
关键词: 成都磨加工主动测量系统费用 主动测量仪

 2026.03.15
2026.03.15
文章来源:
在线磨加工主动测量仪可提升能源与资源利用效率。磨削过程中,设备空转、过度加工等情况会造成能源和材料的浪费,传统加工方式缺乏精确控制易出现此类问题。在线主动测量仪能根据实时尺寸数据精确控制磨削进程,当工件达到目标尺寸时立即停止加工,避免无效的砂轮运转和材料切削,减少电能、砂轮损耗及工件材料浪费。同时,通过优化加工参数,可降低设备在非必要工况下的能耗,使能源消耗与加工量形成精确匹配。这种高效利用能力符合绿色生产理念,在提升加工效率的同时降低资源消耗,为企业减少生产成本的同时提升环保绩效。磨加工主动测量仪的测量频率需与磨削进给速度相匹配,确保数据采集的完整性。成都磨加工主动测量系统费用

内孔磨加工主动测量仪能提升内孔形位公差的控制能力。内孔的圆柱度、同轴度等形位公差对零件装配和功能影响明显,传统测量方式难以在加工中实时监测这些参数,易导致形位误差超标。内孔磨主动测量仪通过多方向传感器同步采集数据,可实时计算内孔的圆柱度偏差、轴线偏移量等形位参数,并将信息反馈至控制系统,通过调整砂轮轴线与工件的相对位置进行动态修正。这种实时控制能力确保内孔形位公差严格控制在设计范围内,避免因形位误差导致的装配困难或功能失效,提升零件的整体装配质量和使用性能,满足高精度零件的加工要求。凸轮轴主动测量仪怎么卖磨加工主动测量仪的使用可减少人工测量的介入,降低因人为因素导致的误差。

曲轴磨加工主动测量仪能保障曲轴轴颈尺寸的高精度控制。曲轴轴颈的尺寸精度直接影响与轴承的配合效果,传统磨削中因曲轴结构复杂,易出现轴颈尺寸偏差。主动测量仪通过测头实时接触或感应轴颈表面,持续采集直径数据并传输至控制系统,当尺寸接近目标值时,系统自动调整磨削参数,确保各轴颈尺寸严格处于公差带中心。这种精确控制避免了因轴颈尺寸超差导致的装配间隙不当,减少运转时的冲击和磨损,为曲轴平稳运行提供基础保障,同时降低因尺寸问题导致的返工率,提升加工质量的可靠性。
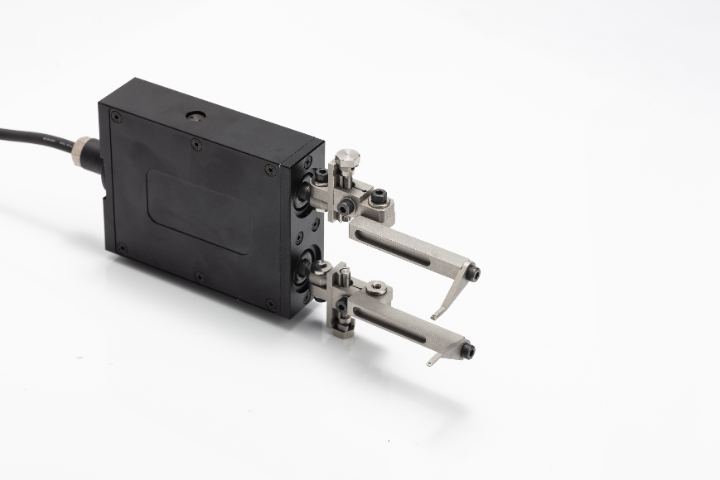
ZD系列主动测量系统凭借“测量精度高、坚固耐用、适用范围广”三大关键特点,成为精密磨削加工的理想在线检测系统。其测量精度经过长期实践验证,能精确捕捉微米级的尺寸偏差,为高精度零件加工提供可靠数据支撑,有效降低产品不合格率;在结构设计上,系统充分考虑工业加工环境的复杂性,采用高耐磨、抗干扰的优良材料与密封工艺,确保在高粉尘、高振动、高温度波动的工况下依然稳定运行,明显减少设备维修频次与费用;而其普遍的适配性,使其无需大幅改造即可与不同类型的磨削设备对接,无论是机床还是通用数控设备,都能快速融入生产流程,降低企业设备升级成本。磨加工主动测量仪的信号传输线路需妥善布置,避免受到电磁干扰影响测量结果。
凸轮轴磨加工主动测量仪有助于增强复杂结构的加工稳定性。凸轮轴集成了多个凸轮、轴颈和法兰等结构,磨削过程中易因受力不均、砂轮磨损等因素导致加工不稳定。主动测量仪通过多通道传感器同时监测各关键部位的尺寸变化和磨削状态,建立多参数关联模型,当检测到某一部位的尺寸变化速率异常或砂轮负载波动时,自动调整冷却液流量、砂轮转速等参数,抵消干扰因素的影响。这种全方面监控能力可维持磨削过程的稳定,避免因局部过热导致的凸轮表面烧伤或轴颈变形,减少不合格品产生,同时延长砂轮使用寿命,降低加工过程的波动风险,提升生产的可控性。磨加工主动测量仪能够实时监测工件的形状误差,为后续的精度调整提供方向。成都在线主动量仪多少钱
磨加工主动测量仪的响应速度直接影响调整的及时性,进而关系到加工效率的高低。成都磨加工主动测量系统费用
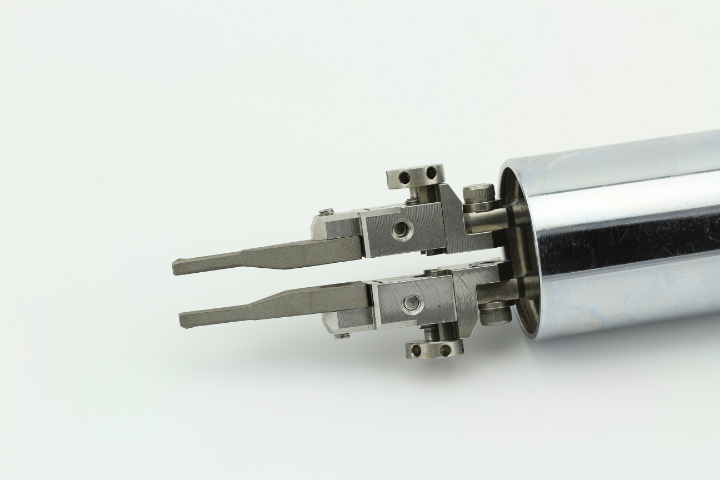
成都工具所ZD系列主动测量系统在兼容性设计上充分考虑行业多样化的加工需求,实现了与不同类型加工设备、工艺的高效适配。无论是传统数控磨床、磨削设备,还是智能化生产线中的自动化磨削单元,该系统都能通过灵活的接口设计与设备快速对接,无需大规模改造现有生产布局。针对不同加工工艺的特性,系统可灵活调整测量参数与控制逻辑,适配轴类、轴承、齿轮内孔等不同零件的精磨流程,同时兼容多种磨削方式的检测需求。此外,系统的安装调试过程便捷高效,配套的技术服务团队可提供个性化适配方案,帮助企业快速完成系统集成与投产使用,既降低了设备升级的时间成本,又保障了生产流程的连续性,充分体现了“适用范围广”背后的深层技术支撑。成都磨加工主动测量系统费用




- 四川外圆主动测量仪解决方案 2026-03-14
- 广州仪器仪表QPQ液体氮化 2026-03-14
- 四川内孔主动测量仪选购 2026-03-13
- 厦门化工QPQ 2026-03-13
- 成都汽车QPQ哪家服务好 2026-03-13
- 凸轮轴QPQ服务报价 2026-03-13
- 江苏化工QPQ技术服务 2026-03-13
- 厦门航空航天QPQ解决方案 2026-03-13




- 01 梧州O型铁芯批量定制
- 02 湖南铸钢电柜门锁件
- 03 新乡60Si2Mn碟形弹簧现货
- 04 氢填充接头制作企业
- 05 智控窗帘开关供货
- 06 广西染化行业碳钢阀门企业
- 07 上海高精度高速锯床定制
- 08 宁波化工QPQ液体氮化
- 09 佛山碳化硅研磨耗材生产企业
- 10 贵州耐用性高HUCK99-6001铆枪头费用