上海三维液压弯管机公司
关键词: 上海三维液压弯管机公司 弯管机

 2026.03.21
2026.03.21
文章来源:
弯管机的操作流程需严格遵循标准化步骤,以确保安全与加工效率。操作前需检查设备接地、油位及电气元件状态,避免因漏电或液压不足引发故障。管材装夹时,需根据管径选择对应模具,并调整夹模与轮模的间隙,确保管材轴线与模具中心对齐,防止弯曲过程中偏移。参数设置包括弯曲角度、速度及压力,需结合材料特性与模具规格进行预调,并通过空载试运行验证动作逻辑。弯曲过程中,操作人员需持续观察管材变形情况,及时调整芯棒位置或润滑状态,避免因局部过热导致材料性能下降。完成后需依次执行退夹、退模及取件动作,防止管材因残余应力回弹损伤模具。弯管机在装备管路系统制造中要求高可靠性。上海三维液压弯管机公司

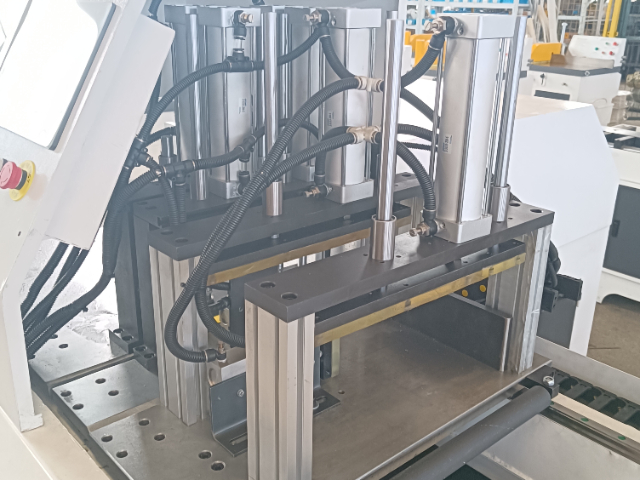
弯管机的安全性设计贯穿于设备研发与制造的全过程。防护罩采用有机玻璃材质,既便于观察弯曲过程,又能有效阻挡飞溅的油污与金属碎屑。急停按钮分布于设备操作面板与远程控制端,可在0.2秒内切断动力源,防止意外事故扩大。电气系统配备漏电保护装置,当绝缘电阻低于0.5MΩ时自动断电,保障操作人员的人身安全。此外,设备基础需进行减震处理,通过安装橡胶隔振垫降低振动传递,避免长期运行对周围环境造成影响。安全培训作为设备交付的重要环节,需确保操作人员掌握紧急情况处置流程与日常维护要点。广州自动上下料弯管机多少钱一**管机可实现自动化上下料,提升整线生产效率。

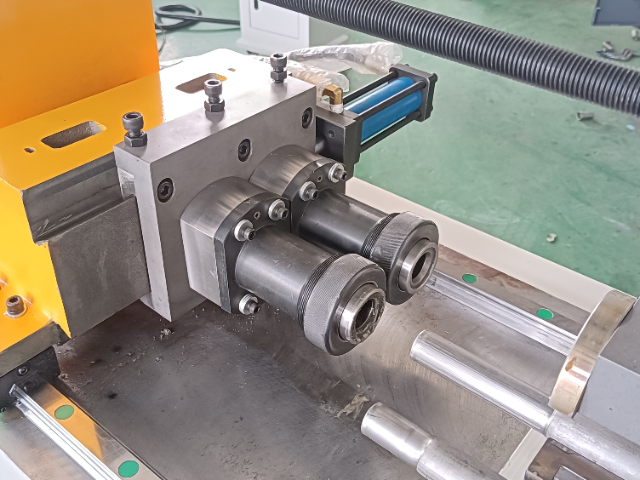
管材弯曲过程中的质量控制是弯管机的技术关键。首先,弯曲半径的选择需兼顾材料性能与使用要求:半径过小易导致管壁过度减薄甚至破裂,半径过大则可能因回弹过大无法满足角度精度。其次,弯曲速度需与管材材质、壁厚匹配,速度过快易引发管材表面拉伤或断裂,速度过慢则可能导致内侧起皱。此外,芯棒的位置与形式对成形质量至关重要,其前端通常设计为球形或圆柱形,以适应不同弯曲角度,位置需提前于弯曲模切线1-2mm,既能有效支撑内壁,又可避免“鹅头”缺陷。部分机型还配备辅助推进装置,通过同步送料减少管材与模具间的摩擦,进一步提升弯曲表面光洁度。
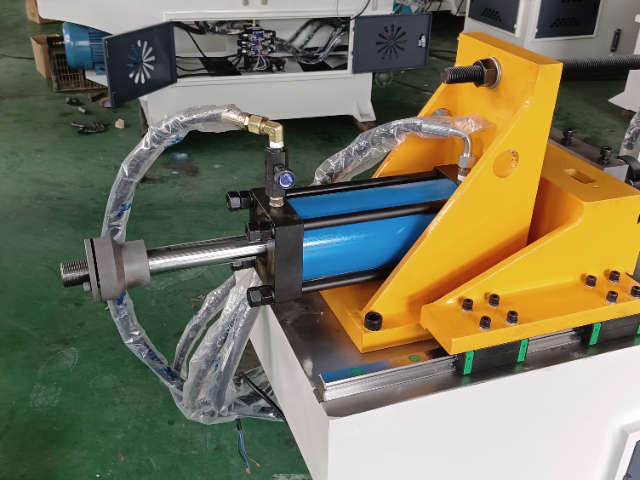
弯管机作为金属管材加工的关键设备,其关键功能在于通过机械力将冷态或热态下的金属管材准确弯曲成预设几何形状。其工作原理基于管材在弯曲过程中产生的塑性变形:当管材被固定在弯曲模具上时,外部施加的力矩使管材中性层外侧管壁受拉应力作用而变薄,内侧受压应力作用而增厚,横截面由圆形逐渐变为近似椭圆形。这一过程中,管材的变形程度受材料力学性能、弯曲半径与管径比例、模具设计精度等多重因素影响。现代弯管机通过优化模具结构与材料选择,有效控制了管材弯曲时的椭圆度偏差与壁厚减薄率,确保弯曲后的管材仍能满足管道系统的密封性与承压要求。弯管机可实现小批量定制与大批量生产的灵活切换。

弯管机的应用领域已从传统的电力施工与公铁路建设,扩展至航空航天、新能源汽车与医疗器械等高级制造行业。在航空领域,钛合金管材的弯曲需严格控制壁厚减薄率与椭圆度,弯管机通过配备高精度传感器与自适应控制算法,满足了这一严苛要求。新能源汽车热管理系统中的冷却管路,则要求弯管机实现微米级弯曲精度,以避免管路连接处的泄漏风险。医疗器械领域,不锈钢导管的高精度弯曲直接关系到手术成功率,弯管机通过优化模具设计与工艺参数,确保了导管弯曲后的内壁光滑度与尺寸一致性。弯管机通过远程维护功能提升设备服务效率。浙江130全自动弯管机
弯管机支持加工程序的导入导出与备份管理。上海三维液压弯管机公司
弯管机的能效优化是降低生产成本的重要方向。液压系统采用变量泵技术,可根据负载需求自动调节油泵排量,减少能量浪费;蓄能器的集成则通过储存与释放压力能,降低了系统功率峰值,延长了设备使用寿命。电气系统选用高效电机与变频器,实现了转速与扭矩的动态匹配,进一步提升了能源利用率。此外,设备外壳采用隔热材料与流线型设计,减少了热量散失与空气阻力,降低了辅助能耗。通过能效监测系统实时分析设备运行数据,可为节能改造提供科学依据。上海三维液压弯管机公司



- 北京圆锯切铝机选择 2026-03-18
- 青岛薄壁管切管机供应商 2026-03-17
- 浙江基本款切铝机操作规程 2026-03-17
- 安徽自动切管机如何选择 2026-03-17
- 四川数控弯管机批发价格 2026-03-16
- 成都单工位缩管机 2026-03-16
- 江苏碳钢缩管机解决方案 2026-03-16
- 上海全自动弯管机持久耐用 2026-03-15




- 01 江苏气电一体线缆卷盘直销
- 02 银川协作机器人夹爪
- 03 江苏高压交流真空接触器企业
- 04 常州微型交流力矩电机哪家好
- 05 重庆固态激光雷达客服电话
- 06 湖南保护金具预绞式厂家批发
- 07 防火柜哪里购买
- 08 浙江定制真空(负压)提升器生产厂家
- 09 伺服蜗轮减速机维修哪里有
- 10 广东TBI直线导轨解决方案