EFD INDUCTION车轴感应预热(热装)装置
关键词: EFD INDUCTION车轴感应预热(热装)装置 预热

 2026.04.04
2026.04.04
文章来源:
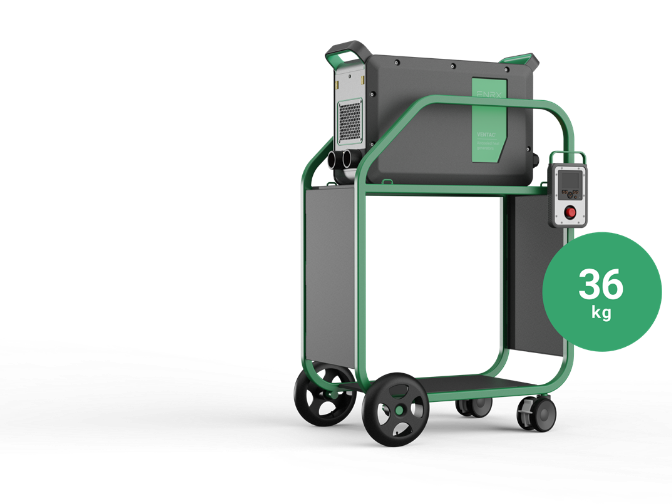
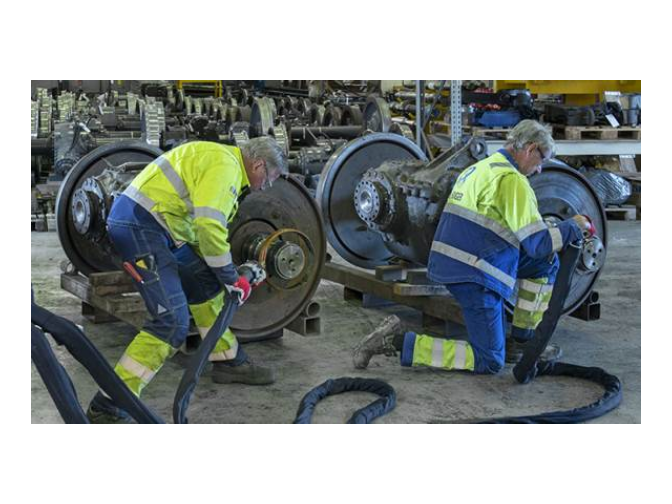
不同行业对工件预热有着不同的需求,在重型机械生产领域,车轴作为承载受力的关键部件,热装装配对预热的要求较高,需要均匀升温到设定温度,才能保证装配后的过盈配合满足受力要求。车轴预热设备采用感应预热工艺,能针对性满足车轴热装的预热需求。易孚迪感应设备(上海)有限公司的车轴预热设备,依托感应加热技术的优势,加热速度快,温度控制精确,可以根据不同规格的车轴调整加热参数,适配不同生产场景的需求。感应预热这种工艺,对比传统的炉体预热,占地面积更小,加热效率更高,不需要长时间预热,能匹配连续生产的节奏,帮助企业提升生产效率。很多重型机械生产企业使用后反馈,这种设备提升了车轴热装的一次合格率,减少了后续修整的工作量。感应预热可以在特定温度下进行,保证材料的性能和质量。EFD INDUCTION车轴感应预热(热装)装置
金属加工是一个资源密集型的行业,能源消耗和材料浪费都是不可忽视的经济成本。预热作为一种有效的工艺手段,在金属加工中不仅提高了产品质量和加工效率,还带来了明显的经济效益。首先,通过预热处理,金属的加工性能得到改善,切削力减小,切削工具的磨损降低,从而延长了刀具的使用寿命。这意味着在相同的生产周期内,可以减少刀具的更换次数和维修成本,降低了生产成本。其次,预热能够缩短金属加工过程中的加热时间,降低了能源消耗。与传统的加热方法相比,预热处理可以在更短的时间内将金属加热到适宜的加工温度,减少了能源的浪费。这不仅降低了生产成本,还有助于减少环境污染和碳排放。此外,预热还可以提高金属的利用率。通过优化预热参数和加工工艺,可以减少金属在加工过程中的热损失和浪费,提高了材料的利用率。这意味着在生产同样数量的产品时,可以减少金属原材料的消耗,降低了原材料成本。综合来看,预热在金属加工中的应用不仅提高了产品质量和加工效率,还带来了明显的经济效益。通过降低生产成本、减少能源消耗和材料浪费,预热技术为金属加工行业实现可持续发展提供了有力支持。汽车轴承高频感应预热自动化线石油化工领域常利用预热技术处理管道,以确保其达到较佳工作状态并增强安全性。

感应加热电源应用领域普遍。在机械制造领域,用于金属零件的表面淬火,可提高零件表面硬度和耐磨性,如汽车传动轴、轮毂轴承、转向齿条、齿轮、曲轴等的淬火处理;在电力和新能源领域,可用于大型回转轴承的无软带淬火,电机、变压器母线的钎焊,电机壳体的热装和热卸等应用。易孚迪感应设备(上海)有限公司,是ENRX 集团于2001年在上海兴建的一家独资子公司,是ENRX 集团在中国及亚洲乃至全世界提供感应加热设备的生产、销售以及技术服务的重要基地之一。其生产的感应加热电源凭借先进技术和可靠性能,在各应用领域得到广泛应用,为客户提供好的解决方案。
感应加热电源的频率调节对加热效果有着重要影响。频率与加热深度密切相关,根据集肤效应原理,一般来说,频率越低,加热深度越大;频率越高,加热深度越浅。在需要对工件进行表面淬火等表面处理时,采用高频电源,能使热量集中在工件表面,快速形成硬化层,提高表面硬度和耐磨性,同时由于加热深度浅,对工件内部组织影响小。而在进行金属锻造前的透热处理时,通常采用中低频电源,以保证热量能深入到工件内部,使工件整体均匀加热到锻造温度,避免因加热不均匀导致锻造缺陷。频率调节还会影响加热速度,高频时涡流产生速度快,加热速度快,但功率损耗也可能相对较大;低频时加热速度相对较慢,但能量利用更充分。此外,不同频率对工件的电磁效应和热效应影响不同,合适的频率选择能优化加热效果,提高加热质量和效率。易孚迪感应设备(上海)有限公司,是ENRX集团于2001年在上海兴建的一家独资子公司,是ENRX集团在中国及亚洲乃至全世界提供感应加热设备的生产、销售以及技术服务的重要基地之一。其感应加热电源具备灵活的频率调节功能,可根据不同加热需求进行精确设置。感应预热的热装工艺可以减少加热过程中的材料损失和变形,提高装配精度。
优化加热效率需从电源、感应器及工件三方面入手。电源上,采用IGBT固态电源替代传统电子管电源,能耗降低30%以上;感应器上,优化线圈形状与匝数,减少漏磁,并使用导磁体集中磁场;工件上,采用导磁性涂层或预加热处理,提升吸热能力。此外,合理匹配频率与功率,避免“大马拉小车”或“小马拉大车”。易孚迪感应设备(上海)有限公司的感应淬火系统集成能量回收技术,将制动能量反馈至电网,并配备智能功率调节功能,根据工件温度实时调整输出,综合效率提升15%-20%。感应预热可以通过在线监测和控制来保证加热过程的稳定性和一致性。德国高频感应预热/后热系统
在复杂工艺中,感应预热是确保产品质量稳定性的重要措施。EFD INDUCTION车轴感应预热(热装)装置
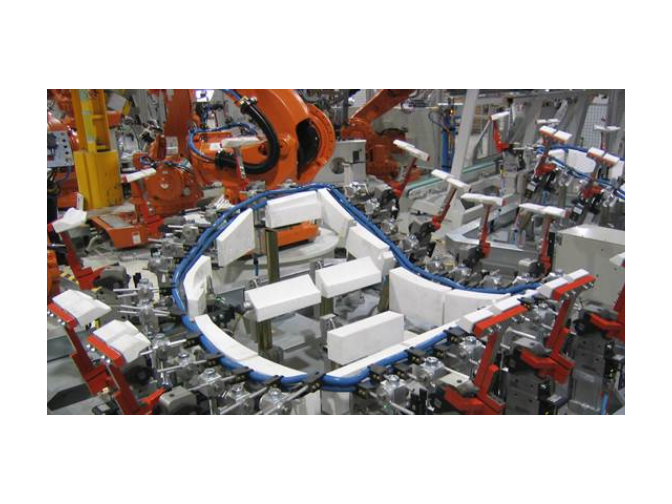
高频感应预热自动化线是车轴热装工艺的现代化解决方案,整合上料、输送、定位、加热、热装、冷却、检测等多个工序,实现车轴热装全流程自动化运行,减少人工参与环节。生产线设计采用多工位并行布局,可同时处理2-4根车轴,各工位通过输送系统衔接,实现车轴的连续流转,大幅提升整体产能,满足大规模生产需求。质量控制方面,自动化线配备视觉检测系统与温度在线监测装置,视觉系统用于检测车轴定位精度与装配间隙,温度监测装置实时采集车轴温度数据,确保每根车轴都符合热装工艺要求。柔性生产能力突出,生产线可快速切换不同规格车轴的生产参数,通过更换夹具与调整加热程序,适配乘用车、商用车、轨道交通等不同领域的车轴热装需求。通信与协同方面,生产线采用工业以太网实现各设备间的数据交互,通过控制系统协调上料、加热、装配等环节的动作,确保整个流程顺畅高效。冷却环节设置用工位,通过喷淋或风冷方式控制车轴热装后的降温速率,避免温度骤变导致的车轴变形,保障装配质量稳定性,同时为后续工序做好准备。EFD INDUCTION车轴感应预热(热装)装置


- EFD INDUCTION高中频感应预热/后热机床 2026-04-03
- 德国预热/后热感应机床 2026-04-03
- 挪威预热/后热感应电源 2026-04-02
- 易孚迪预热/后热装置 2026-04-02
- EFD高频感应预热/后热自动化线 2026-04-02
- 易孚迪车轴感应预热(热装)设备 2026-04-02
- 进口车轴预热电源 2026-04-02
- 进口车轴预热(热装)系统 2026-04-02




- 01 上海多路无线电遥控规格尺寸
- 02 LD 立式刮刀自动离心机哪家专业
- 03 小型工业真空烘箱生产厂家
- 04 绿色环保过滤机推荐厂家
- 05 北京真空渗碳制造商
- 06 山西美点胶机
- 07 医疗级阀体打磨技术支持
- 08 南阳316L不锈钢针型阀
- 09 事故池浆液泵安装
- 10 河南散装扎带机捆扎效率