黑龙江多芯光纤连接器标准
关键词: 黑龙江多芯光纤连接器标准 多芯/空芯光纤连接器

 2026.04.04
2026.04.04
文章来源:
在AI算力基础设施高速迭代的背景下,多芯MT-FA光组件已成为数据中心与超算中心光互连系统的重要部件。其重要价值体现在对超高速光模块的物理层支撑上,例如在800G/1.6T光模块中,通过42.5°精密研磨形成的端面全反射结构,配合低损耗MT插芯与±0.5μm级V槽间距控制,可实现16通道乃至32通道的并行光信号传输。这种设计使单模块数据吞吐量较传统方案提升4-8倍,同时将光路耦合损耗控制在0.2dB以内,满足AI训练集群每日PB级数据交互的稳定性需求。实际应用中,该组件在CPO(共封装光学)架构中表现尤为突出,其紧凑型结构使光引擎与ASIC芯片的间距缩短至5mm以内,配合硅光子集成技术,可将系统功耗降低30%以上。在谷歌TPUv5与英伟达Blackwell架构的互连方案中,多芯MT-FA组件已实现每秒1.6Tb的双向传输速率,支撑起万亿参数大模型的实时推理需求。多芯光纤连接器的色散补偿技术,保障了高速信号在长距离传输中的完整性。黑龙江多芯光纤连接器标准
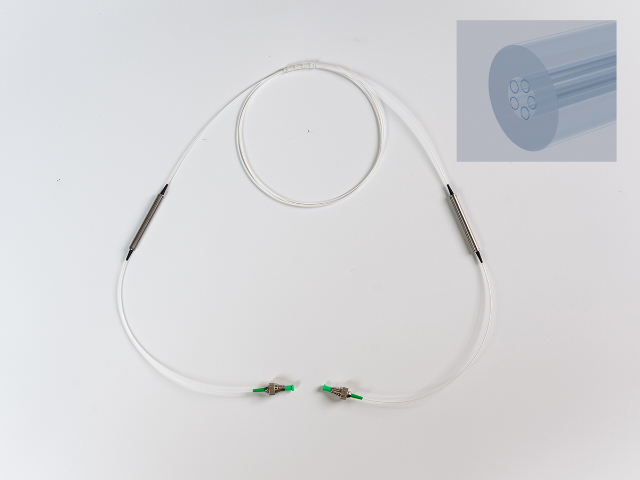
MT-FA多芯光纤连接器标准的重要在于其高密度集成与低损耗传输能力,这一标准通过精密的机械结构与光学设计实现了多路光信号的并行传输。其重要组件MT插芯采用矩形塑料套管,典型尺寸为6.4mm×2.5mm×8mm,内部集成多根光纤的V形槽定位结构,光纤间距可精确控制在0.25mm至0.75mm范围内。这种设计使得单连接器可容纳4至48芯光纤,明显提升了光模块的端口密度。例如,在400G/800G光模块中,MT-FA通过12芯或24芯配置,将传统单通道传输升级为并行传输,配合42.5°端面全反射研磨工艺,使光信号在有限空间内实现高效耦合。标准对插芯的同心度要求极高,公差需控制在±0.5μm以内,确保多芯光纤对接时各通道的插入损耗差异不超过0.2dB,从而满足高速光通信对信号一致性的严苛需求。成都多芯光纤连接器的功能在数据中心高速互联场景中,多芯光纤连接器成为实现400G/800G光模块的关键部件。

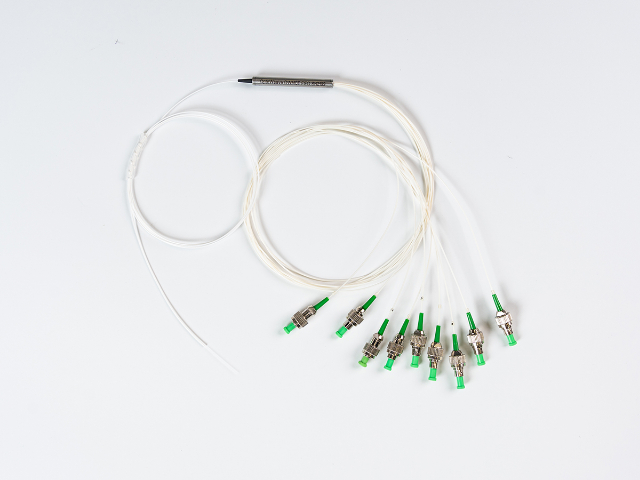
在高速光通信领域,4/8/12芯MT-FA光纤连接器已成为数据中心与AI算力网络的重要组件。这类多纤终端光纤阵列通过精密的V形槽基片将光纤按固定间隔排列,形成高密度并行传输通道。以4芯MT-FA为例,其体积只为传统双芯连接器的1/3,却能支持40GQSFP+光模块的4通道并行传输,通道均匀性误差控制在±0.1dB以内,确保多路光信号同步传输的稳定性。8芯MT-FA则更契合当前主流的100G/400G光模块需求,其采用42.5°端面全反射设计,使光纤传输的光路实现90°转向后直接耦合至VCSEL阵列或PD探测器表面,这种垂直耦合方式将光耦合损耗降低至0.2dB以下,同时通过MT插芯的紧凑结构实现每平方毫米8芯的集成密度,较传统方案提升3倍空间利用率。12芯MT-FA则更多应用于数据中心主干网络,其12通道并行传输能力可满足单台交换机至多台服务器的全量连接需求,配合MTP连接器的无定位插针设计,使8芯至12芯的光缆转换损耗控制在0.5dB以内,有效解决了40G/100G时代不同收发器接口兼容性问题。
针对空间复用(SDM)与光子芯片集成等前沿场景,MT-FA连接器的选型需突破传统参数框架。此类应用中,多芯光纤可能采用环形或非对称芯排布,要求连接器设计匹配特定阵列结构,例如16芯二维MT套管可通过阶梯状光纤槽实现60芯集成,密度较常规12芯方案提升5倍。端面处理需采用42.5°全反射角设计,配合低损耗MT插芯实现光路高效耦合,典型应用中可将光电转换效率提升至95%以上。在光学器件配合层面,需集成微透镜阵列或光纤阵列波导光栅,通过定位销与机械卡位结构将对准误差控制在0.25μm以内,这对制造工艺提出极高要求。测试环节需建立多维评估体系,除常规插入损耗外,还需测量每芯的色散特性、偏振模色散(PMD)及芯间串扰的频率依赖性。对于长期运行场景,需优先选择具备热补偿功能的连接器,通过特殊材料配方将热膨胀系数控制在5×10⁻⁶/℃以内,避免温度变化导致的对准偏移。在定制化需求中,可提供端面角度、通道数量等参数的灵活配置,但需确保定制方案通过OTDR测试验证链路完整性,并建立严格的端面检测流程,使用干涉仪检测端面几何误差,确保表面粗糙度低于10nm。多芯光纤连接器的动态范围扩展技术,使其适应不同功率级别的光信号传输。

在AI算力驱动的光通信产业升级浪潮中,MT-FA多芯光组件的供应链管理正面临技术迭代与规模化生产的双重挑战。作为800G/1.6T光模块的重要耦合器件,MT-FA组件的精密制造要求贯穿全供应链环节。从原材料端看,低损耗MT插芯的玻璃材质纯度需控制在±0.01%以内,光纤凸出量的公差需压缩至±0.5μm,这要求供应商建立从石英砂提纯到光纤拉制的垂直整合体系。生产过程中,多芯阵列的研磨角度需通过五轴联动数控机床实现42.5°±0.1°的精密控制,同时采用非接触式激光干涉仪进行实时检测,确保端面全反射特性。在封装环节,自动化点胶设备需实现多通道并行涂覆,胶水固化曲线需与光纤热膨胀系数匹配,避免应力导致的偏移。这种技术密集型特征使得供应链必须构建研发-生产-检测三位一体的质量管控体系,例如通过建立数字化孪生工厂模拟不同温湿度环境下的组件性能,将良品率从92%提升至98%以上。通过定制化芯排布方案,多芯光纤连接器可适配不同规格的多芯光纤应用需求。武汉常用多芯光纤连接器
多芯光纤连接器在5G基站前传网络中,解决了AAU到DU设备的光纤连接密度问题。黑龙江多芯光纤连接器标准
多芯光纤连接器的标准化进程对其大规模应用起到决定性作用。国际电工委员会(IEC)与电信标准化部门(ITU-T)已发布多项针对多芯连接器的规范,涵盖物理接口尺寸、光学性能参数及测试方法等维度。例如,IEC61754-7标准定义了MT型连接器的关键指标,包括芯数(通常为4、8、12或24芯)、芯间距(0.25mm或0.5mm)以及端面几何参数(如光纤高度差需控制在±30nm以内)。这些标准不仅确保了不同厂商产品的互操作性,也为网络部署提供了可量化的质量基准。在实际应用中,多芯连接器的性能验证需通过严格的环境测试,包括高温高湿循环(85℃/85%RH持续1000小时)、机械振动(频率10-55Hz,振幅1.5mm)以及插拔耐久性测试,以模拟真实场景下的长期运行状态。黑龙江多芯光纤连接器标准



- 吉林多芯光纤连接器有哪几种 2026-04-03
- 宁波多芯光纤连接器 FC/PC 2026-04-02
- 广西多芯光纤连接器的功能 2026-04-02
- 湖南多芯光纤连接器 SC/PC 2026-04-02
- 合肥空芯光纤连接器有哪些 2026-04-01
- 数字化多芯光纤连接器供货公司 2026-04-01
- 多芯光纤连接器厂家供应 2026-04-01
- 多芯光纤连接器 SC/APC供应报价 2026-03-31





- 01 工牌工厂
- 02 江西电子类光伏四可
- 03 山西定制医疗数据采集系统
- 04 海南学校危险化学品监管软件
- 05 浙江户外柜电力监控服务商
- 06 安徽户外柜动环一体屏
- 07 贵州医疗数据采集供应商家
- 08 江苏物联网智能应用开发
- 09 韶关玻璃钢天线生产厂家
- 10 北京定位工牌