北京纺织设备氮化铬铝氮化铬CrN
关键词: 北京纺织设备氮化铬铝氮化铬CrN 氮化铬铝

 2026.04.05
2026.04.05
文章来源:
选型原则工况适配:根据模具的实际使用环境(如温度、压力、介质等)和失效形式(如磨损、腐蚀、疲劳等)选择合适的表面处理方法。基材匹配:不同模具钢材的适配性不同,如渗硼要求碳含量>0.4%,已淬火的精密模具需选低温工艺(如渗氮、PVD)以避免基体软化。成本平衡:综合考虑处理成本、模具寿命提升带来的经济效益以及生产效率的提升等因素,选择性价比高的表面处理方法。复合协同:单一工艺难以兼顾多重需求时,可采用复合处理工艺。如“渗氮+PVD”可先渗氮形成支撑层,再PVD形成超硬薄膜,结合力与承载能力更强;“激光淬火+渗氮”可先强化关键区域,再整体渗氮,实现梯度强化,寿命比单一工艺延长2-3倍。简易的氮化铬铝表面处理方式,快速便捷,能满足一般性表面防护需求。北京纺织设备氮化铬铝氮化铬CrN
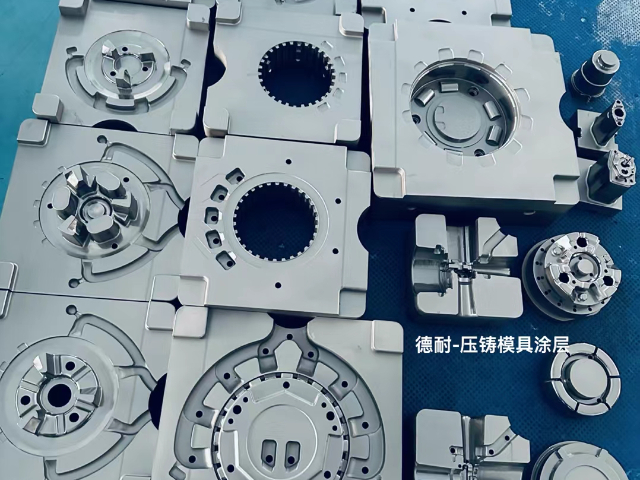
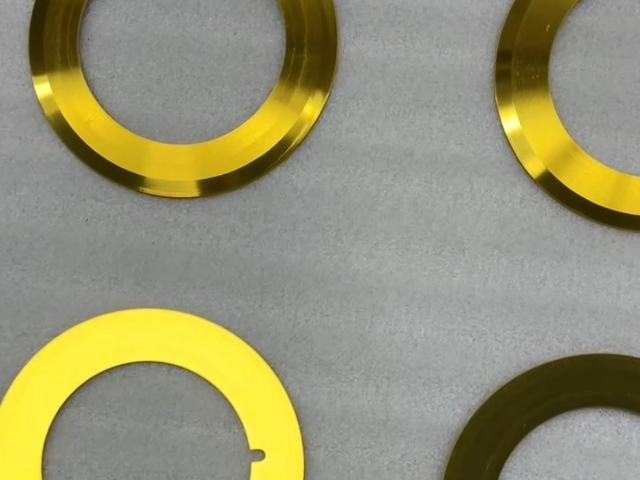
涂层工艺:两大主流技术这是刀具表面处理中心,目前绝大多数高性能刀具都采用以下两种方法之一:(PVD)工作原理:在真空中,用物理方法(如溅射、蒸发)将涂层材料“打”成原子或离子,然后沉积在刀具表面。特点:低温(500℃以下),不影响高速钢刀具的硬度;薄膜(2-5μm),可保证复杂刀具(如丝锥、铣刀)的原有精度。常见涂层材料:TiN(黄金色)、TiCN(蓝灰色)、TiAlN(紫黑色)。适用刀具:高速钢刀具、整体硬质合金精密刀具(钻头、铣刀、铰刀)。化学气相沉积(CVD)工作原理:在高温下,让含有涂层元素的气体发生化学反应,生成的固态物质沉积在刀具表面。特点:高温(900-1100℃);厚膜(5-10μm);结合力极强,耐磨性好-1-2-6。常见涂层材料:TiC、Al₂O₃(氧化物)、多层复合涂层广东注塑模具氮化铬铝抗氧化性能好标准的氮化铬铝表面处理流程,严格把控各环节参数,确保处理效果均匀一致。

生物医疗骨科植入(髋/膝关节):钛合金微弧氧化+HA涂层,促进骨整合。牙科种植体:喷砂酸蚀+阳极氧化,提升骨结合力。手术器械:钝化、抛光、氮化,防锈、耐磨、易清洁。导管/支架:等离子亲水涂层,减少血栓、提升生物相容性。海洋工程平台/船舶:热喷涂锌铝+重防腐涂料,抗海水腐蚀。海底管道:熔结环氧粉末(FBE)+三层PE,防腐绝缘。海水泵/阀门:双相钢+钝化、热喷涂WC,耐磨抗蚀。建筑与轻工铝合金门窗/幕墙:阳极氧化、氟碳喷涂,耐候、美观。钢结构桥梁:热喷涂锌+封闭漆,防腐寿命超20年。不锈钢制品:拉丝、抛光、电解抛光,质感与耐指纹。塑料/玻璃:等离子处理、镀膜,提升印刷/粘接/光学性能。
表面热处理与化学热处理通过加热、渗入元素或激光等手段,改变材料表层的成分、应力状态,从而强化表面。表面淬火:用高频感应或激光加热表层后冷却,使表面硬化,而心部保持韧性。化学热处理:将其他元素(如碳、氮)渗入工件表层,以提高表面的硬度、耐磨性或疲劳强度。激光表面处理:利用高能激光束进行表面强化或熔覆,获得特殊性能的表层。选择哪种表面处理工艺,主要取决于三个因素:基体材料(是金属、塑料还是陶瓷?)、功能需求(是要防锈、耐磨、耐高温还是为了好看?)以及成本考量。例如,消费电子产品的外壳常采用阳极氧化(铝材)或PVD(不锈钢/钛材)来获得漂亮的颜色和耐磨表面;而建筑钢结构则常用热镀锌或喷涂来获得长效的防腐蚀保护。氮化铬铝技术,以抗氧化性守护每一次高速切削。

耐磨/减摩型硬铬电镀、渗碳/渗氮、热喷涂(WC/陶瓷)、PVD(TiN/CrN)、微弧氧化,用于模具、液压杆、轴承、齿轮、航空发动机叶片、汽车刹车片。自润滑涂层:二硫化钼、聚四氟乙烯(PTFE),用于精密机械、阀门、导轨。装饰型阳极氧化染色、电镀亮铬/镍、拉丝、抛光、蚀刻、喷塑、电泳、烫印,用于手机/笔记本外壳、家电面板、卫浴五金、汽车内饰、建筑装饰、首饰。功能型(特殊性能)导电/屏蔽:化学镀铜/镍、导电涂层,用于PCB、EMI屏蔽、电子元件。绝缘:阳极氧化、陶瓷涂层、绝缘漆,用于电机、变压器、电子封装。光学:增透膜、减反膜、反光膜(PVD/CVD),用于镜头、显示屏、太阳能电池。生物相容:羟基磷灰石(HA)涂层、钛阳极氧化,用于骨科植入物、牙科种植体。亲水/疏水/抗污:等离子处理、氟涂层,用于医疗导管、玻璃、厨具。耐高温:热障涂层(陶瓷)、渗铝,用于航空发动机、火箭喷管。修复型激光熔覆、电刷镀、热喷涂,修复磨损/腐蚀的轴类、模具、阀门,恢复尺寸与性能。先进的氮化铬铝表面处理工艺,多阶段复合处理,优化表面性能。山东压铸模具氮化铬铝氮化钛铝TiAIN
经氮化铬铝表面处理后的材料,抗腐蚀能力大增,能在潮湿恶劣环境中稳定工作。北京纺织设备氮化铬铝氮化铬CrN
涂层后处理:锦上添花涂层后并非完美无瑕,尤其PVD工艺可能会在表面留下微小的“液滴”瑕疵-4。后处理就是为了解决这些问题。抛光与去缺陷(如湿喷砂/毛刷抛光):对涂层后的表面进行轻微抛光,可以去除PVD留下的“液滴”,让表面更光滑。实验表明,抛光后的钻头排屑槽,其摩擦系数为未抛光品的25%,排屑更顺畅,切削热更少-4。消除应力:喷砂处理还能在涂层表面引入有益的压应力,抵消涂层内部原有的拉应力,能减少微裂纹,还能让涂层本身变得更硬、更耐磨-10。💡 总结与建议总的来说,刀具表面处理已形成一个完整的工艺链:预处理(如湿喷砂、ESC珩磨)解决的是“结合得牢、刃口不崩”的问题;涂层(PVD/CVD)解决的是“表面够硬、耐热耐磨”的问题;后处理(如抛光、湿喷砂)解决的是“摩擦更小、应力更优”的问题。这三个环节环环相扣,共同决定了刀具的性能。北京纺织设备氮化铬铝氮化铬CrN
马鞍山德耐纳米科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在安徽省等地区的精细化学品中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同马鞍山德耐纳米科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!




- 河南滚刀DLC氮化钛TIN 2026-04-05
- 湖北模具氮化铬提高脱模性能 2026-04-05
- 北京纺织设备氮化铬铝氮化铬CrN 2026-04-05
- 天津注塑模具DLC金刚石涂层 2026-04-05
- 山西金属冲压模具氮化铬铝可以调整膜层的组织结构 2026-04-05
- 切刀DLC硬度高 2026-04-05
- 北京纺织设备DLC氮化钛铝TiAIN 2026-04-04
- 湖北汽车零部件氮化铬铝氮化钛TIN 2026-04-04



- 01 天津化学材料抛光厂家报价
- 02 广东无人机电子三防剂供应商
- 03 鞍山在线冷焊修补工艺
- 04 甘肃稀土抛光粉联系电话
- 05 青海金红石型钛白粉供应商
- 06 汕头化妆品贴牌厂家
- 07 广东轻薄电子用单组份高可靠性环氧胶厂家直销
- 08 四川新型定型剂有哪些
- 09 棉感剂批发厂家
- 10 玉林诚信的锡保护剂服务热线