上海废气控制柜性能
关键词: 上海废气控制柜性能 控制柜

 2026.04.15
2026.04.15
文章来源:
控制柜的人机界面是操作人员与控制柜进行交互的重要窗口,其设计的好坏直接影响到操作人员的使用体验和操作效率。一个良好的人机界面应具备简洁明了、操作方便、信息显示清晰等特点。在控制柜的操作面板上,通常会设置各种按钮、指示灯和显示屏等元素。按钮的设计应符合人体工程学原理,大小适中、手感舒适,便于操作人员快速准确地按下。指示灯应能清晰地显示设备的运行状态,如电源指示、运行指示、故障指示等,让操作人员一目了然。显示屏则可以显示设备的运行参数、故障信息等详细内容,为操作人员提供更全部的信息支持。此外,人机界面还应具备良好的交互性,操作人员可以通过触摸屏或键盘等方式对设备进行操作和设置,系统能及时响应操作人员的指令,并给出相应的反馈信息。通过优化人机界面设计,可以提高操作人员的工作效率和操作准确性,减少人为错误的发生。在食品加工中,电气柜采用不锈钢材质,满足卫生级要求并防止腐蚀。上海废气控制柜性能

根据用途不同,控制柜可分为配电柜、PLC控制柜、变频柜、消防控制柜等。配电柜侧重电能分配,常见于变电站;PLC控制柜多用于自动化生产线,通过编程实现复杂逻辑控制;变频柜驱动电机调速,适用于风机、水泵等节能场景。特殊环境需定制化设计,如防爆柜用于石油化工领域,IP65防护等级柜体适应潮湿或多尘环境。选型时需考虑负载类型、环境条件及扩展需求,确保匹配实际工况。控制柜设计需符合国际标准和地区安全法规。电气间隙与爬电距离必须满足绝缘要求,母线排需标注相序并做防腐蚀处理。布线时强弱电分离,避免信号干扰;线缆加装标签并采用线槽固定,便于维护。柜体材质通常选用镀锌钢板或不锈钢,表面喷塑处理以增强耐腐蚀性。此外,需预留20%的冗余空间以备后期升级,并通过EMC测试确保电磁兼容性。广西智能化控制柜技术指导控制柜的显示屏幕清晰,数据读取一目了然。
汽车生产线的焊接控制柜采用了水冷散热系统,能在焊接电流达到 1000A 时保持内部元件温度不超过 50℃。内部的焊接时序控制模块精确到毫秒级,确保每个焊点的通电时间误差不超过 ±2ms,保证焊接强度的一致性。柜内的机器人协调模块能同步控制 6 台焊接机器人的运动轨迹,避免发生碰撞干涉。柜门的安全联锁装置与生产线急停系统相连,一旦柜门打开,所有设备会立即停止运行,防止人员接触高压部件。系统还能自动记录每台车的焊接参数,形成可追溯的质量档案。
控制柜的散热设计需根据内部元件的功耗进行精细计算,确保温升不超过元件的耐受范围。对于功耗较小的控制柜(如小型机床控制柜),可采用自然散热,通过柜体表面的散热孔与内部的散热片实现热量交换;功耗较大的控制柜(如变频控制柜)则需安装轴流风扇或工业空调,风扇的风量需根据柜内体积与发热功率计算确定,通常每小时换气次数不低于 10 次。部分高精度控制柜采用热管散热技术,利用热管的相变传热特性,将发热元件的热量快速传导至柜体外部,散热效率比传统风扇提高 30% 以上。在夏季高温环境下,控制柜还可配备温度传感器,当内部温度超过设定值时,自动启动散热设备,实现智能温控。高性能控制柜助力提升生产效率,创造更大价值。

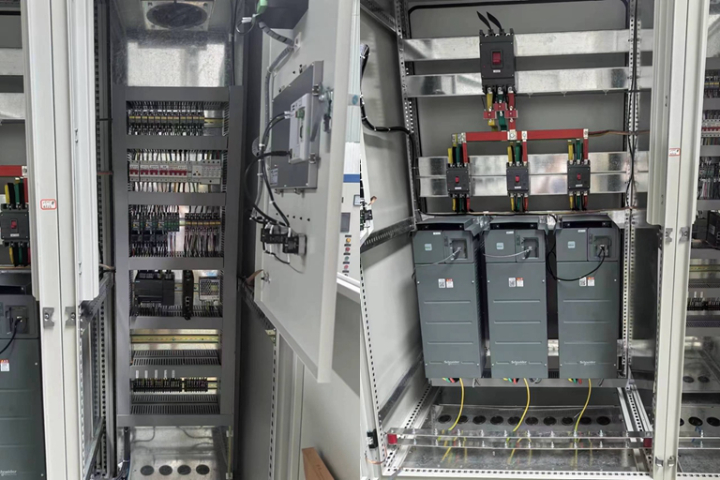
打开一个标准的工业控制柜,其内部是一个层次分明、各司其职的元器件生态系统。位于顶层逻辑中心的通常是可编程逻辑控制器(PLC),它是决策中心,执行用户编写的控制程序。与之配套的常有I/O(输入/输出)模块,负责与外部世界进行信号交换。驱动层的关键部件是变频器(VFD)和软启动器,它们分别用于精确控制电机转速和平滑启动大功率电机,从而节能并减少机械冲击。电源分配层包括开关电源(将交流电转换为直流电)、断路器和熔断器(提供分支电路保护)、以及接触器和继电器(作为电磁开关,通断动力回路和控制回路)。保护元件如热继电器,专门用于电机的过载保护。底层是庞大的接线端子排,它们构成了柜内所有元器件电气连接的枢纽站,使得布线清晰、维护方便。此外,还会看到信号隔离器、浪涌保护器、以太网交换机(用于工业通信)等辅助设备。所有这些元件并非简单堆砌,而是通过严谨的电气原理图相互关联,协同工作,共同构成了控制柜的强大功能。应用于工业生产线的控制柜,准确调控电力输出,保证生产稳定。广西智能化控制柜技术指导
坚固耐用的控制柜外壳,有效抵御外力冲击与碰撞。上海废气控制柜性能
控制柜的成本构成包括元件采购(60%~70%)、柜体加工(15%~20%)及装配调试(10%~15%)。供应链管理需通过集中采购、优化库存及缩短交货周期降低成本。例如,某自动化设备厂商与施耐德、西门子等供应商签订长期框架协议,锁定元件价格,降低市场波动风险;同时采用VMI(供应商管理库存)模式,由供应商根据生产计划自动补货,减少库存积压。柜体加工成本可通过自动化生产线降低,如采用激光切割机替代传统冲床,提高材料利用率;采用机器人焊接替代人工焊接,提升加工精度与效率。装配调试环节的成本优化需通过标准化作业实现,例如,制定《控制柜装配工艺规程》,明确线缆绑扎间距(如50mm±5mm)、端子紧固扭矩(如0.6N·m)等参数,减少返工率。此外,设计阶段需进行成本敏感性分析,优先选用性价比高的元件,例如,在非关键路径上用国产PLC替代进口PLC,可降低30%成本;同时通过模块化设计实现元件复用,减少定制化开模费用。上海废气控制柜性能





- 中国台湾推广控制柜销售 2026-04-13
- 湖南PLC自控系统电话 2026-04-13
- 中国澳门智能自控系统性价比 2026-04-13
- 广西污水厂控制柜销售 2026-04-13
- 河南智能自控系统常见问题 2026-04-12
- 安徽消防配电柜以客为尊 2026-04-12
- 中国香港高科技控制柜联系方式 2026-04-12
- 河北消防控制柜非标定制 2026-04-12



