山西叠片软包电池测试工装工艺流程
关键词: 山西叠片软包电池测试工装工艺流程 软包电池测试工装

 2026.04.15
2026.04.15
文章来源:
为评估电池在运输或车载环境下抗振动与冲击的能力,测试工装需要与振动台或冲击台配合使用。工装设计需满足几个特殊要求:首先必须轻质且高刚性,以精确传递振动台的波形而不发生自身共振或变形;其次,电池在工装上的固定方式需模拟实际模组中的约束条件(如一定的预紧力);再者,所有电气连接(供电线和信号线)必须牢固且柔韧,能随台面运动而不脱落或产生额外应力干扰。工装上集成的传感器(加速度计、应变片)需与电池本体牢固结合,以同步测量电池局部的机械响应。这类测试对工装的耐久性和信号传输的可靠性提出了挑战。精心研制软包电池测试工装,完美适配软包电池测试需求。山西叠片软包电池测试工装工艺流程
为了模拟电动汽车或储能系统的真实运行工况,测试工装需要能够复现动态变化剧烈的电流、电压曲线(如DST、FUDS、实际行车工况)。这要求工装的电气连接具有极低的电感和快速的响应能力,以减少电流波形失真。同时,电池在高倍率充放电(尤其是快充)时产热严重,工装的热管理系统必须能及时将热量移除以保持电池温度在窗口内,防止过热析锂。因此,快充测试工装往往集成的液冷系统,冷却板与电池表面紧密贴合,并配有精细的温度反馈控制。工装的接触电阻也必须极小,以减少焦耳热。这类测试是验证电池管理系统(BMS)策略和热管理设计有效性的关键环节。云南软包电池测试工装要求软包电池测试工装,以严谨工序,保障软包电池测试可靠。
精确测量电池内阻(DCIR)和交流阻抗(EIS)对分析电池健康状态(SOH)和内部动力学过程至关重要。工装对电气连接的“纯净度”要求极高。它必须采用四端子法(开尔文连接)来完全消除接触电阻的影响,电压感应线需使用屏蔽双绞线,并与大电流线路物理隔离,以小化噪声和互感。对于EIS测试,工装的寄生电感和电容必须极低,连接路径尽可能短而直接,有时甚至需要同轴电缆连接。夹具的接触点材质和稳定性是关键,任何微小的松动都会导致阻抗谱数据漂移。这类工装通常结构紧凑,针对单颗或少数电池进行高精度测量,环境屏蔽(如法拉第笼)也常被整合以提升信噪比。
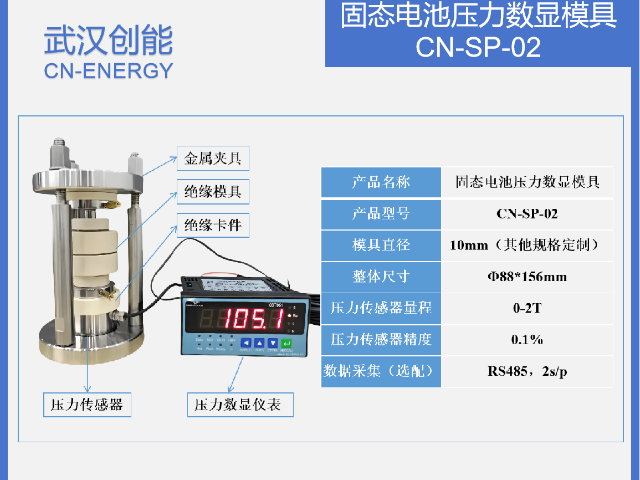
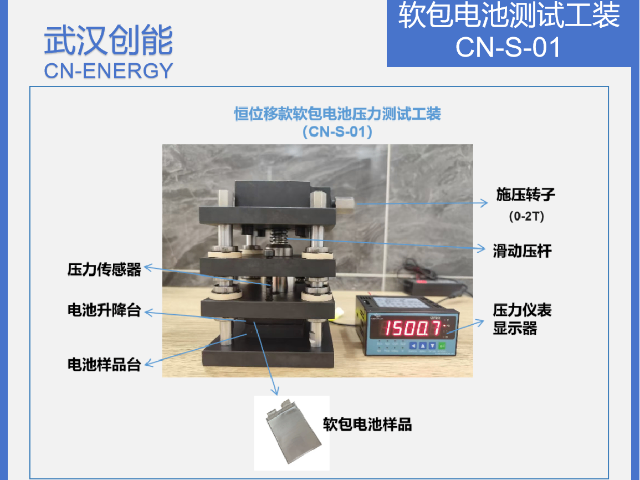
压力测试工装恒位移款软包电池压力测试工装(CN-S-01):主要用于测试验证小软包电池在恒位移条件下的电化学性能。其尺寸为长宽高 = 120*120*170mm,重量为 9.5KG。恒压力款软包电池压力测试工装(CN-S-02):可提供恒定压力环境,测试软包电池在不同特定恒压力下的性能。其长宽高 = 120*120*200mm,重量为 10.5KG,压力传感器量程 0-5T 可选,精度 0.1%-0.3%。软包电池高压力(0-50T)测试工装:可用于研究不同尺寸软包电池在充放电过程中的压力变化行为。主要由手动高压力机械压具、压力传感器、压力显示仪表三部分构成。 经济实惠软包电池测试工装,降低成本,提升企业效益。
软包电池测试工装在安全性方面也需严格考量。由于测试过程中可能存在电池短路、过热甚至热失控的风险,工装设计需具备多重保护机制。例如,设置过流保护电路、温度传感器或自动断电装置,一旦检测到异常情况,立即中断测试并发出警报。此外,工装外壳应具备良好的阻燃性能,防止火势蔓延。部分设备还配备防爆腔体,将测试区域与外界隔离,比较大限度保障人员安全。为适应大规模生产需求,现代软包电池测试工装普遍采用模块化与快换结构。电池型号切换时,需更换定位板与接触模组,主体框架保持不变,可在5分钟内完成换型,大幅减少停机时间。模块接口采用防呆设计,避免误插;接触模组内置弹簧浮动结构,可自动补偿极耳高度差0.2-0.5 mm,确保压紧力恒定。配合RFID标签,系统可自动识别当前工装型号并调用对应测试程序,实现“零调试”生产,大幅提升整线OEE。稳定软包电池测试工装,保障测试连贯,降低测试误差风险。沈阳恒位移软包电池测试工装价格
安全可靠软包电池测试工装,多重防护,保障人员安全。山西叠片软包电池测试工装工艺流程
温度模拟功能已成为软包电池测试工装的标配。通过在定位板内嵌入薄膜加热器与Pt100传感器,可在30 s内将电池表面温度升至80 ℃,控温精度±1 ℃;同时预留液冷通道,支持-20 ℃低温测试。温控模块与测试系统闭环通讯,软件可编辑任意温度曲线,完成高温循环、热冲击等工况评估。为防止结露,工装还集成微型氮气吹扫口,在低温测试前置换腔体内湿气,确保数据重复性及电池安全。针对高能量密度电池,测试工装需承受更大电流而不发热。业界方案是在接触片内部蚀刻微流道,通入绝缘冷却液,实现接触片本身主动散热。实测在200 A持续载流条件下,接触片温升<15 ℃,明显低于传统结构的40 ℃。流道采用真空扩散焊密封,长期承压0.6 MPa不泄漏。该设计使同一套工装即可覆盖50-300 A全量程测试,减少企业因电流等级不同而重复采购工装的成本。


- 福州实验室软包电池测试工装价格 2026-04-14
- 重庆锂电池加压测试公司推荐 2026-02-12
- 实验室电池加压测试设备 2026-02-12
- 太原锂离子电池加压测试公司推荐 2026-02-12
- 黑龙江电池加压测试 2026-02-12
- 山西硅电池加压测试公司推荐 2026-02-12
- 呼和浩特锂离子电池加压测试 2026-02-11
- 海口实验室电池加压测试公司推荐 2026-02-11



- 01 新疆飞机货舱水基灭火剂灭火实验
- 02 浙江全合成切削液加工厂
- 03 宝安区购售电
- 04 集成化充电桩系统
- 05 浙江铅酸改锂电池充电器
- 06 连云港光伏电站运维公司
- 07 汕头固态软包电池测试工装要求
- 08 宝山区安装酒店热水多少钱
- 09 浙江家用光储一体系统
- 10 广东公共充电桩充电怎么收费