合金钻头价钱多少
关键词: 合金钻头价钱多少 钻头

 2026.04.19
2026.04.19
文章来源:
刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是恒锋”EST“独特技术的结晶3枚组合刃由若干个外刃、中刃、内刃组成!每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀!所以,可以使排屑非常顺畅!另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现象,空心钻头可对50MM厚的钢板进行高精度,高速度穿孔也可打交叉重叠孔,刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是独特技术的结晶,使得该孔钻极不容易产生崩刃现象空心钻头配合专门上取芯钻头的机器,具有效率快,成本底的特点,空心钻钻头刃部采用硬质合金制造,具有三层端齿几何,切削轻快,钢板钻头使用寿命长,双削平柄接口,适用于德国FEIN等各钟进口磁力钻钻机!硬质合金钻头也适用于各类立式钻床、摇臂钻床、铣床、车床等!多种锯盘尺寸可选,按需匹配挖机型号,切割深度随心选。合金钻头价钱多少
刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是恒锋”EST“独特技术的结晶3枚组合刃由若干个外刃、中刃、内刃组成!每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀!所以,可以使排屑非常顺畅!另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现象,空心钻头可对50MM厚的钢板进行高精度,高速度穿孔也可打交叉重叠孔,刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是独特技术的结晶,使得该孔钻极不容易产生崩刃现象空心钻头配合专门上取芯钻头的机器,具有效率快,成本底的特点,空心钻钻头刃部采用硬质合金制造,具有三层端齿几何,切削轻快,钢板钻头使用寿命长,双削平柄接口,适用于德国FEIN等各钟进口磁力钻钻机!硬质合金钻头也适用于各类立式钻床、摇臂钻床、铣床、车床等!空心钻的分类:按材质有合金,工具钢!空心钻主要用于材质较硬的材料,而工具钢一般用于材质比较软的材料,针对这两种钻头工具钢相对便宜一些!价格:市面上市场价1佰多到2百多不等!江苏冲击钻头厂家排名阶梯齿设计更锋利,开孔效率提升 50%,省时省力降人工。

1、根据设计的直径和总长度钻头可以选择合金棒材切割机或使用线切割设备进行定长加工!2、定长切割棒材,两端平整,可在手工具磨床上实现!3、合金棒已经倒角或钻完端面,准备磨钻头外径和柄部,取决于外圆磨具是公还是母!4、钻头在高精度外圆磨床上加工外径、中空部分和刀柄外径,保证外径圆柱度、圆跳动和表面光洁度的设计要求!5、为了提高数控磨床上的加工效率,钻头钻尖可以在合金棒放在数控磨床上之前进行倒角,比如140°钻尖角,这样可以倒角时粗磨至142°!6、将倒角合金棒清洗干净后,转移到数控磨床工序,在五轴数控磨床上进行钻头各个零件的加工!7、如果需要改善钻头排屑槽和外表面光洁度,也可以在第5步之前或之后使用羊毛轮和磨料进行研磨和抛光!当然,在这种情况下,钻头需要划分更多的步骤进行处理!8、对合格的钻头进行激光打标,内容可能是公司品牌LOGO和钻头规格尺寸等信息!9、把标记好的钻头包装好,送到专业的工具涂装公司进行涂装!
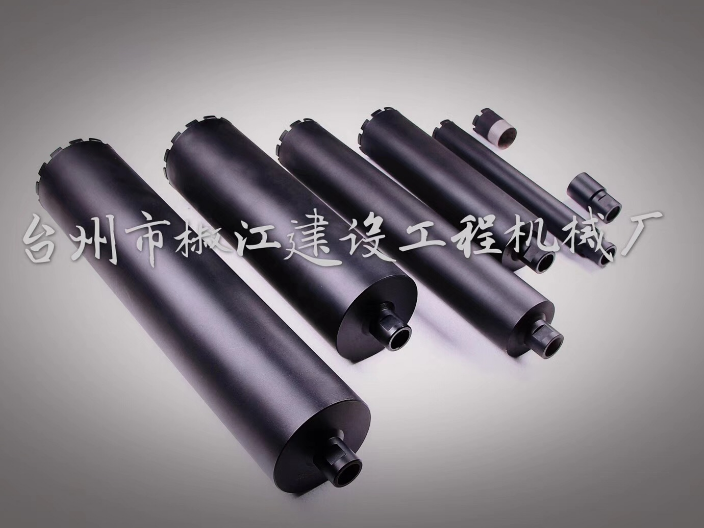
空心钻头是一种较适合便携式工具使用的孔加工刀具!但由于空心钻头的制造工艺比较复杂,且不能加工盲孔,因此在金属切削加工中使用并不普遍,通常只在加工一些大直径或贵金属工件的通孔或钻孔设备功率受到限制时才使用!由于空心钻头没有标准定型产品,因此大部分用于特殊材料加工的空心钻头均需自行研制!空心钻头(多刃钢板钻又名或取芯钻)是多刀刃环状切削的高效钻头,钻孔直径从12mm到150mm,主要用于对钢构件的钻孔加工,如钢结构工程、轨道交通、桥梁、船舶、机械制造、航空航天等孔加工领域,其钻孔性能明显优于传统的二刃麻花钻,具有钻孔效率高、钻削轻快省力的特点,多刃钢板钻与磁座钻机配套可以对大型工件进行多方位钻孔,操作方便灵活,有效缩短工程施工时间,成为现代钢构件钻孔及环形槽加工的优先刀具!应急救援切割神器,煤层岩石快速开槽,开门开窗效率高。
高速钢钻头可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用!高速钢麻花钻材料为高速钢(HSS)!硬质合金钻头适于在先进的加工中心上使用!这种钻头采用细颗粒硬质合金材料制造,为延长使用寿命,还进行了TiAlN涂层处理,专门设计的几何刃型使钻头具有自定心功能,在钻削大多数工件材料时具备良好的切屑控制及排屑性能!该钻头的自定心功能和严格控制的制造精度可确保孔的钻削质量,钻削后不需再进行后续精加工!钨钢钻头是通过其相对固定轴线的旋转切削以钻削工件的圆孔的工具!因其容屑槽成螺旋状而形似麻花而得名!螺旋槽有2槽、3槽或更多槽,但以2槽较为常见!钨钢钻头多为麻花钻可被夹持在手动、电动的手持式钻孔工具或钻床、铣床、车床乃至加工中心上使用!钨钢钻头材料材料为钨钢,加工的硬度更高,但是相对于高速钢更加脆,使用不当时易断裂!岩石隧道掘进前置切割,分割岩石后破碎,施工效率大提升。合金钻头价钱多少
长寿命设计减少更换次数,月消耗骤降 80%,停工误工零发生。合金钻头价钱多少
(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头:为工业制造上使用普遍的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头:钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头:钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:早用于*管及石包管之钻孔加工,又称为*管钻头!深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6).钻头铰刀:为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7).锥度钻头:当加工模具进料口时,可使用锥度钻头.(8).圆柱孔钻头:我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头:为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头:一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头!合金钻头价钱多少



- 广东电锤钻头价位 2026-04-20
- 安徽混凝土锯石机制造商 2026-04-19
- 合金钻头价钱多少 2026-04-19
- 混凝土钻头采购 2026-04-19
- 台州切割机定制 2026-04-18
- 上海空心钻头公司 2026-04-18
- 广东冲击钻头哪家优惠 2026-04-18
- 双刀钻头哪个好 2026-04-17





- 01 安徽洁净环境用生产设备用聚氨酯轮价格
- 02 大连托辊炉哪家好
- 03 舟山电子无尘车间
- 04 温州4吨燃气导热油炉
- 05 南京压铸伺服喷雾机性价比
- 06 苏州PP实验室家具可以上门测量吗
- 07 安徽防腐蚀压铸机集尘罩壳解决方案
- 08 青海特种车辆锂电池
- 09 广东分层烤箱售后服务
- 10 观光车锂电池