泰州焊接工艺评定注意事项
关键词: 泰州焊接工艺评定注意事项 焊接工艺评定

 2026.04.20
2026.04.20
文章来源:
焊接方法:在评定焊接工艺时,应针对不同的焊接方法进行单独评定,不可相互替代。对于采用多种焊接方法组合的情况,每种方法都可以单独进行评定,或者将几种方法组合在一起进行综合评定。在具体应用中,每种焊接方法所对应的焊缝金属厚度,都应落在各自评定的适用范围之内。例如,某次焊接工艺评定采用了氩弧焊焊接根层(厚度为3mm),并结合焊条电弧焊进行填充和盖面(总厚度为8mm)。这属于两种焊接方法的组合评定。那么,评定合格的工艺不仅适用于这一组合,还单独适用于:(1)氩弧焊单独焊接:其评定的焊缝金属厚度为3mm,适用厚度范围为1.5至6mm。(2)焊条电弧焊单独焊接:其评定的焊缝金属厚度为8mm,适用厚度范围为6至12mm。此外,对于Ds/Ws焊缝的焊接工艺,也可以单独进行氩弧焊或焊条电弧焊的工艺评定。焊接工艺评定应验证不同焊道排列方式的可行性。泰州焊接工艺评定注意事项

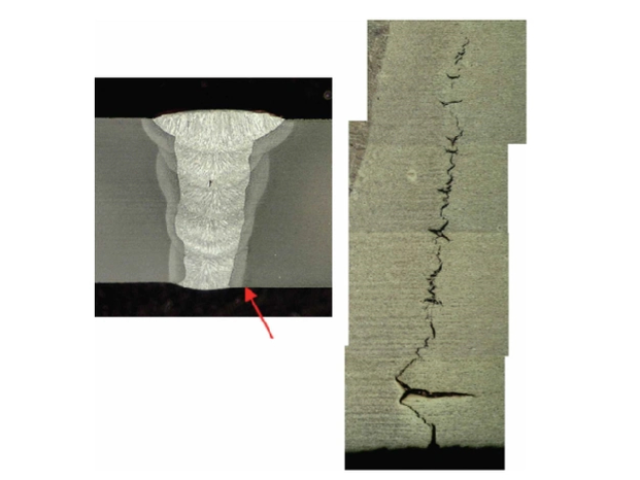
对接焊缝适用于焊件厚度:①评定试件厚度为1.5≤δ<8(mm)时,适用于焊件厚度的范围规定是:下限值为1.5mm,上限值为2δ,且不大于12mm。②评定试件厚度为8≤δ≤40(mm)时,适用于焊件厚度的范围规定是:下限值0.75 δ,上限值1.5δ。评定试件当厚度大于40mm,上限值不限。角接焊缝适用于焊件厚度;已进行评定的角接接头厚度δ,适用于焊件厚度的范围与对接接头厚度规定相同,但试件厚度按下列规定计算:①板一板角焊缝试件厚度为腹板的厚度。②管板角焊缝试件厚度为管壁厚度。③管座角焊缝试件厚度为支管壁厚度。泰州焊接工艺评定注意事项焊接工艺评定的宏观断面酸蚀试验可显示缺陷分布状态。

焊接工艺评定概念:焊接工艺评定是焊接工作的重要前置环节。它旨在验证所拟定的焊件及产品的焊接工艺是否恰当,并通过对试验过程和结果的评价,确保焊接质量。这一过程涉及焊前准备、实际焊接、相关试验,以及较终对试验结果的评价。焊接工艺评定不仅关乎生产实践,还具有明确的前提、目的和结果,并受到特定限制。在实施过程中,必须严格遵循预定的焊接工艺方案,进行全方面的焊前准备、试件焊接、试件检验,以及对接头性能的各项指标进行测定。较终,将整个过程中的关键工艺因素、数据和试验结果汇总,形成一份具有结论性和推荐性的“焊接工艺评定报告”。
主要检验项目有:(1)焊缝外观检查:焊缝金属的余高不应低于母材,咬边的深度和长度不超过标准,焊缝表面没有裂纹、未熔合、夹渣、弧坑和气孔。(2)焊缝的无损探伤检查:管状试件的射线探伤按DL/T821的规定进行,焊缝质量不低于Ⅱ级标准。无损探伤检验与焊接接头力学性能是没有关联的,但“评定”中对焊接缺陷状况的了解却很必要,同时也考虑到在切取试片时应予避开,为此列入检验项目中是应该的。而断口检查主要目的是检查焊缝金属断面宏观焊接缺陷,属于焊工操作技能测定范围,不能直接用于测定力学性能,故取消。焊接工艺评定需验证预热温度对厚板焊接裂纹倾向的作用。

焊接工艺评定的程序:包括编制和下达任务书、制定评定方案、焊制和检验试件、编制评定报告,以及根据报告制定作业指导书等步骤。编制和下达焊接工艺评定任务书:任务书是评定工作的起点,它详细规定了评定的目的、各项指标、具体项目,以及承担任务的部门和人员资质。在确定评定指标时,需要依据相关规程和钢材的焊接性理论,确保焊缝金属的化学成分和力学性能与母材相匹配或更优。同时,根据工程实际需求,明确评定项目,覆盖规程适用范围。焊接工艺评定的补强措施需通过附加试验证明有效性。江苏对接焊缝焊接工艺评定公司
焊接工艺评定必须使用分类合格的母材如Fe-1类碳钢。泰州焊接工艺评定注意事项
焊接工艺评定的“三个关键”:别只盯着结果,过程更重要:评定不仅是验证焊缝是否合格,更是优化焊接方法的工具。别单打独斗,要系统化:把评定和数字化、绿色化结合起来,提升整体效率。别为了合规而合规,要创造价值:通过高质量评定,减少返工,赢得客户信任。焊接工艺评定就像焊接质量的“保险丝”,看似麻烦,但能帮你省下麻烦。焊接工艺评定:1 是锅炉、压力容器和压力管道及设备制造、安装、检修等生产过程和焊工培训教学应遵循的技术文件。2 是焊接质量管理所要执行的关键环节或重要措施。3 是反映一个单位施焊能力和技术水平高低的重要标志。4 是行业和国家相关的规程所做规定的必须进行的项目。泰州焊接工艺评定注意事项



- 浙江管对接焊缝焊接工艺评定机构 2026-04-17
- 台州金属检测项目 2026-04-17
- 不锈钢腐蚀试验标准 2026-04-17
- 杭州金属材料腐蚀试验 2026-04-16
- 湖北金属检测报告 2026-04-16
- 盐城船舶制造金属检测中心 2026-04-16
- 江西WPQR焊接工艺评定 2026-04-15
- 周期浸润腐蚀试验工作原理 2026-04-15



- 01 常州ISO14064指导
- 02 上海GR-63-CORE电信设备地震检测公司
- 03 宝山区小型校车租赁多少钱一个月
- 04 集美区信息化AI获客
- 05 企业复印机租赁要多少钱
- 06 江苏同城即时宠物服务包括哪些范围
- 07 江北婚姻家事律师多少钱
- 08 广东国企集团***点餐接口小程序对接
- 09 中国中国澳门储能电站动力环境监控
- 10 上海Revit软件服务