河北银线引线键合工具
关键词: 河北银线引线键合工具 引线键合

 2026.04.21
2026.04.21
文章来源:
挑选适合的半导体引线键合工具,可从以下几点考虑:工艺适配明确键合工艺,球形键合选能精细成球形端的工具;楔形键合重工具刃口质量与角度设计,要能有效切入焊盘。引线及焊盘特性依引线材质选,软质的如金线,工具要能妥善夹持输送;较硬的如铜线,工具需有足够强度。据焊盘材质、尺寸挑,硬材质焊盘用刚性工具,小尺寸焊盘选高精度工具保准确键合。封装要求对导电性等电气性能要求高时,选能紧密接触、降接触电阻工具。产品需承受外力时,挑可形成强度键合点工具。生产效率与成本提效率选操作简便、键合速度快工具。权衡采购、使用寿命及维护成本,找性价比高的,避免频繁故障致成本增加。设备兼容性确保所选工具与现有键合设备机械、电气接口等兼容,可顺利安装使用。微泰引线键合劈刀,微泰引线键合工具,微泰楔形键合劈刀利用飞秒激光高速螺旋钻削技术、ELID(电解在线砂轮修正技术)及电火花设备、离子束设备,可以满足楔形键合劈刀的苛刻的精度要求,可加工多台阶、多弧度、多角度、多孔的楔形键合工具。精度可做到正负一微米,可以加工5微米的弧度及微孔,可以加工各种硬质材料。有问题请联系上海安宇泰环保科技有限公司。金线具有高抗拉强度、高导电性、高可靠性和强抗氧化性,多用于有高可靠性要求的航空航天电子器件。河北银线引线键合工具
引线键合
楔形键合工具的加工具有一定难度,主要体现在以下几个方面:精度要求高其尺寸精度需达到微米级别甚至更高。例如楔形头部的角度、尺寸偏差必须极小,否则在键合过程中无法准确施加压力、引导金属丝与芯片电极及封装基板焊盘形成良好接触,影响键合质量,所以对加工设备的精密程度依赖大。材料加工特性多采用硬质合金等特殊材料,这类材料硬度高、韧性强,加工时切削力大,对刀具磨损快,加工工艺复杂。既要保证外形尺寸精细,又要维持材料内部微观结构稳定,避免产生裂纹等缺陷影响工具性能。表面质量难控需具备光滑且平整的表面,以保证金属丝能顺畅通过并均匀受力。但在加工过程中,如研磨、抛光等工序要达到理想的表面粗糙度要求并不容易,稍有瑕疵就可能导致金属丝在键合时出现卡顿、受力不均等情况,进而影响键合效果。微泰引线键合劈刀,微泰引线键合工具,微泰楔形键合劈刀利用飞秒激光高速螺旋钻削技术、ELID(电解在线砂轮修正技术)及各种精密加工机床,可以满足楔形键合劈刀的苛刻的精度要求,可加工多台阶、多弧度、多角度、多孔的楔形键合工具。精度可做到正负一微米,可以加工5微米的弧度及微孔,可以加工各种硬质材料。有问题请联系,上海安宇泰环保科技有限公司浙江热超声键合引线键合治具半导体工艺中常用的方法其实是第三种热超声波法。它结合了热压法和超声波法的优点。

半导体引线键合工具的精度对键合质量影响如下:键合强度高精度工具可确保引线与焊盘形成紧密均匀冶金结合。精细压力能让引线充分压入焊盘,原子扩散充分,化学键牢固,提升键合强度。精度不足会致压力不均,部分区域结合不牢,易使键合点松动、脱落,降低强度。键合稳定性其精度对维持键合操作稳定性关键。精确角度、尺寸等参数能保证每次键合动作一致,键合点质量稳定。如楔形键合工具刃口角度精细,可准确贴合焊盘,避免虚焊等。精度欠佳会因角度、尺寸误差致键合不稳,键合点质量参差不齐。电气性能工具精度影响键合点接触面积与状态。高精度可使引线与焊盘精细对接,保证接触面积合要求,降接触电阻,优电气性能。精度不够会造成接触面积小或接触不良,增电阻,影响信号传输质量与效率。微泰引线键合劈刀,微泰引线键合工具,微泰楔形键合劈刀利用飞秒激光高速螺旋钻削技术、ELID(电解在线砂轮修正技术)及电火花设备、离子束设备,可以满足楔形键合劈刀的苛刻的精度要求,可加工多台阶、多弧度、多角度、多孔的楔形键合工具。精度可做到正负一微米,可以加工5微米的弧度及微孔,可以加工各种硬质材料。有问题请联系上海安宇泰环保科技有限公司。
选择适合的引线键合工具材料和加工方法,可从以下方面考虑:材料选择键合需求:若侧重高硬度与耐磨性,如频繁键合操作场景,硬质合金(如碳化钨硬质合金)是不错选择,能保证刃口长期稳定。对于有绝缘要求的,陶瓷材料(如氧化铝陶瓷)可满足,防止漏电。热环境:若键合过程处于高温环境,需选热稳定性好的材料,像陶瓷材料能在高温下不变形,确保性能稳定。加工方法选择精度要求:当对刃口角度、尺寸等精度要求极高,达到微米级甚至更高时,精密磨削、离子束加工等方法合适。比如离子束加工可实现原子级精度,保障键合的准确性。表面质量:若要减少键合时的摩擦力,使引线切断顺畅等,可采用化学机械抛光、电火花加工等提升表面光洁度的方法。复杂形状需求:若需制作特殊形状工具以满足不同键合需求,电火花加工能塑造复杂形状,可按需选用。成本与效率综合考虑材料成本、加工设备及工艺成本等。同时兼顾加工效率,确保既能满足性能要求,又能在经济和时间上可行。设备兼容性所选加工方法要与现有加工设备兼容,或在可承受成本范围内更新设备,以顺利实现加工过程。微泰利用飞秒激光高速螺旋钻削技术、ELID及电火花设备、离子束设备,可以满足楔形键合劈刀的苛刻的精度要求。楔形劈刀是引线键合工艺的重要工具,细线楔形劈刀广泛应用于半导体器件,对温敏器件等器件的楔形键合工艺。
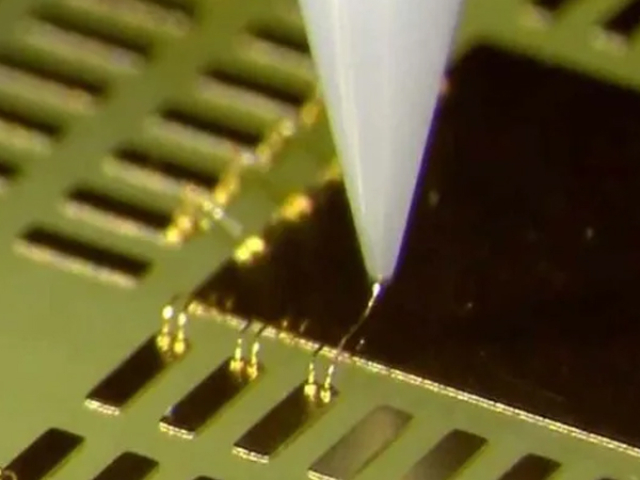
楔形键合工具的工作原理是利用楔形工具在一定的温度和压力下,将金属丝挤压在芯片电极和封装基板的焊盘之间,形成电气连接1。具体来说,键合时,楔形工具首先与金属丝接触,然后与基板接触,在这个过程中,金属丝被挤压变形,与基板形成紧密的接触,从而实现电气连接。微泰引线键合劈刀,微泰引线键合工具,微泰楔形键合劈刀利用飞秒激光及各种精密加工机床可以满足楔形键合劈刀的苛刻的精度要求,可加工多台阶、多弧度、多角度、多孔的楔形键合工具。精度可做到正负一微米,可以加工5微米的弧度及微孔,有问题请联系,上海安宇泰环保科技有限公司。从1965年至今,这种连接方法从引线键合,再到TSV,经历了多种不同的发展方式。浙江热超声键合引线键合治具
引线键合中的铝丝主要用于高温封装(如 Hermetic)或超声波法等无法使用金丝的地方。河北银线引线键合工具
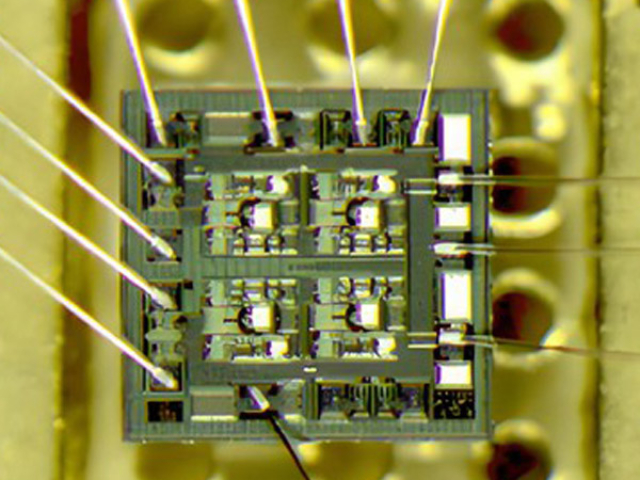
引线键合工艺具体步骤如下:准备工作选好合适的引线(如金线、铜线等)及芯片、基板等部件,保证表面清洁无损伤。准备适配的键合工具,如楔形或球形键合工具,检查并清洁、校准。芯片定位将芯片精细放置在基板预定位置,利用定位设备控制相对位置精度,误差要极小。键合操作形成初键合点:楔形键合:用楔形工具以特定压力、角度等将引线一端压在芯片焊盘,可借助超声能量形成牢固结合。球形键合:先使引线端部成球形,再以一定压力、温度等与芯片焊盘结合。引线拉伸与传输:通过送线机构按要求拉伸、传输引线到基板相应位置,保持其状态良好。形成第二键合点:用与初键合点类似方法,在基板焊盘形成牢固键合点,完成引线键合。质量检测全部检测键合后的产品,查看键合点外观,测试电气、机械性能,确保符合封装标准。微泰引线键合劈刀,微泰引线键合工具,微泰楔形键合劈刀利用飞秒激光高速螺旋钻削技术、ELID(电解在线砂轮修正技术)及电火花设备、离子束设备,可以满足楔形键合劈刀的苛刻的精度要求,可加工多台阶、多弧度多角度、多孔的楔形键合工具。精度可做到正负一微米,可以加工5微米的弧度及微孔,可以加工各种硬质材料。有问题请联系上海安宇泰环保科技有限公司河北银线引线键合工具





- 河北离心式倒装芯片焊剂清洗机清洗设备 2026-04-22
- 热超声键合引线键合 2026-04-21
- 芯片封装 清洗机厂商 2026-04-21
- 上海CSP植球助焊剂清洗机水洗设备 2026-04-21
- 山东半导体倒装芯片清洗机总代理 2026-04-21
- 河北银线引线键合工具 2026-04-21
- 佛山韩国GST清洗机厂家 2026-04-20
- 中国台湾电子元器件倒装芯片焊剂清洗机厂商 2026-04-20



- 01 安徽洁净环境用生产设备用聚氨酯轮价格
- 02 大连托辊炉哪家好
- 03 舟山电子无尘车间
- 04 温州4吨燃气导热油炉
- 05 南京压铸伺服喷雾机性价比
- 06 苏州PP实验室家具可以上门测量吗
- 07 安徽防腐蚀压铸机集尘罩壳解决方案
- 08 青海特种车辆锂电池
- 09 广东分层烤箱售后服务
- 10 观光车锂电池