杭州平行轴减速机厂
关键词: 杭州平行轴减速机厂 减速机

 2026.04.22
2026.04.22
文章来源:
减速机安装完成后需进行空载试运行,以检验设备安装质量和运行状态。试运行前需检查润滑油油位是否正常,旋转部件有无卡滞,连接螺栓是否紧固。空载试运行时间一般不少于 2 小时,运行过程中需监测轴承温度,温升应不超过 40℃,最高温度不超过 80℃。同时需听取设备运行声音,应无明显异响、冲击声或不均匀噪声。观察输出轴转向是否正确,密封部位有无漏油现象。试运行结束后需停机检查,清理过滤器,必要时更换润滑油,确认无异常后方可进行负载试运行。模块化的设计理念使现代减速机更易于集成与维护。杭州平行轴减速机厂

部分小型减速机采用润滑脂润滑,选用需根据转速、温度和负载确定。钙基润滑脂适用于低温、轻载工况,滴点较低;锂基润滑脂适用范围广,滴点高,抗水性好,是常用类型;极压锂基润滑脂适用于重载、高温场合。加注润滑脂前需清理润滑部位,去除旧脂和杂质,加注量以填满轴承空间的 1/2-2/3 为宜,过多会导致发热,过少则润滑不足。加注时需使用特制注脂工具,均匀注入,确保润滑脂充满轴承间隙。定期检查润滑脂状态,发现硬化、变质或污染时及时更换,保证润滑效果,延长轴承寿命。浙江伺服减速机采购减速机在化工反应釜中配合搅拌器,实现物料均匀混合。

齿轮材料的热处理工艺直接影响其力学性能,20CrMnTi 等合金结构钢常采用渗碳淬火处理,渗碳层深度为 0.8-1.2mm,表面硬度可达 HRC58-62,心部硬度为 HRC30-45,兼顾耐磨性和韧性。45 钢等中碳钢采用调质处理后表面淬火,调质硬度为 HB220-250,表面淬火硬度为 HRC45-55,适用于中等载荷齿轮。蜗杆材料多为 40Cr,经调质和表面淬火处理,硬度达 HRC50-55,蜗轮材料为锡青铜 ZCuSn10P1,无需淬火处理,利用其良好的减摩性与蜗杆配合。热处理过程需严格控制温度和时间,确保齿轮性能均匀稳定,减少变形和开裂风险。
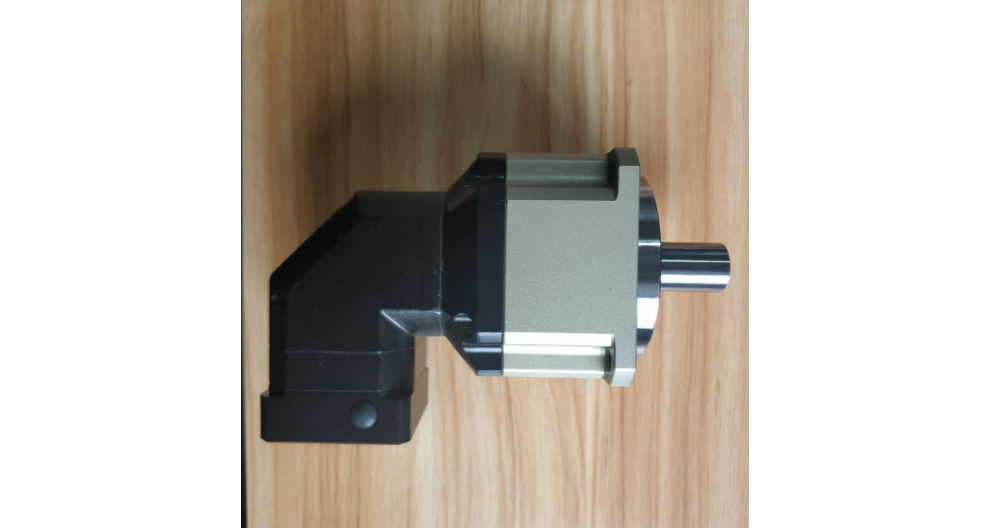
选购减速机是一项严谨的技术工作,需要工程师和技术人员根据实际工况进行精确的选型计算。首先必须明确电机的功率、转速以及工作机械所需的终输出转速,从而确定所需的传动比。扭矩是关键参数之一,需要计算机械设备的负载扭矩,并考虑启动扭矩、峰值负载以及冲击载荷等因素,确保所选减速机的额定输出扭矩有足够的余量。减速机的安装方式(如底脚安装、法兰安装、空心轴安装)和输出轴的尺寸也必须与设备的结构相匹配。此外,工况系数是不可忽视的因素,它考虑了设备每天的工作时长、启动停止的频率、负载的均匀性以及环境温度等。在恶劣环境下(如高粉尘、高湿度、有腐蚀性气体),减速机的防护等级、外壳材质和密封方式就显得尤为重要。对于需要精确定位的应用,如分度台或伺服控制机构,回程间隙(背隙)是一个关键指标,它直接影响到传动精度和控制性能。因此,一个科学合理的选型过程,不仅能保证设备稳定运行,还能有效控制成本,避免“大马拉小车”或“小马拉大车”的资源浪费。选型不当可能导致设备效率低下或过早损坏等后果。
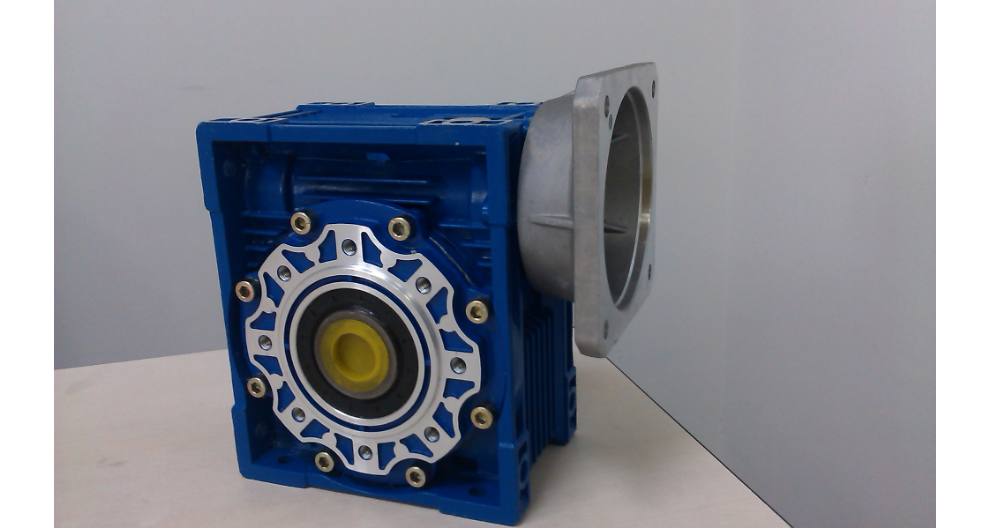
减速机的安装方式多样,可适应不同设备布局需求。卧式安装是最常见的方式,减速机输出轴水平布置,适用于大多数工业设备,如输送机、搅拌机等。立式安装减速机输出轴垂直向下,常用于搅拌设备、立式泵等,需配备立式电机和支架。法兰安装通过箱体法兰与设备连接,结构紧凑,适用于空间受限的场合。轴装式安装将减速机输出轴直接与工作机轴连接,无需联轴器,简化结构,常用于皮带输送机等设备。安装方式选择需考虑设备布局、空间限制和传动需求,确保安装牢固,便于维护。蜗轮蜗杆减速机具有传动比大、反向自锁的独特优势。杭州直角轴减速机厂商
回程间隙是衡量减速机传动精度的重要性能指标。杭州平行轴减速机厂
合理的散热设计能有效控制减速机运行温度,保证设备在适宜温度下工作。减速机的散热方式主要包括自然散热和强制散热,自然散热通过箱体表面的散热筋增加散热面积,利用空气自然对流散热,适用于小型、低功率减速机。强制散热则采用风扇、冷却盘管等辅助散热装置,风扇可安装在输入轴端随轴转动,或采用单独电机驱动,增加空气流速提高散热效率;冷却盘管内通入冷却水,通过热交换降低润滑油温度,适用于大功率、高转速或环境温度高的场合。散热设计需根据减速机功率、转速和工作环境计算散热需求,确保散热能力大于设备发热量,避免因过热导致润滑油变质和零件损坏。杭州平行轴减速机厂



- 江苏RNYM1-1310-10减速机价钱 2026-04-21
- 江苏单轨刮泥机厂 2026-04-21
- 杭州齿轮箱价格 2026-04-21
- THHM40-621减速机批发厂家 2026-04-21
- 减速机订做 2026-04-21
- 无锡半桥式刮泥机售价 2026-04-21
- THHM15-621减速机生产厂家 2026-04-20
- HYPONIC减速机哪里便宜 2026-04-20




- 01 山西轴承外径研磨机厂家
- 02 江苏UV拼版机价格一般是多少
- 03 湖州湿帘风机品牌排行
- 04 山西吸顶式自循环空气净化设备批发
- 05 陕西高压工业暖风机厂家
- 06 佛山涂覆机价格
- 07 汽车级电芯锂电池销售厂家
- 08 石家庄无菌负压称量室厂家
- 09 机械手机器人防护防撞传感器设备
- 10 四川正反转转弯机生产过程