国内真空热处理生产过程
关键词: 国内真空热处理生产过程 真空热处理

 2026.04.24
2026.04.24
文章来源:
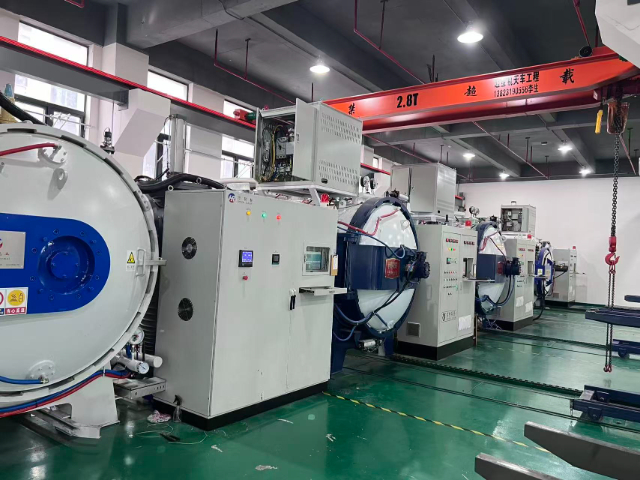
真空热处理设备对工艺的影响:真空高压气淬炉是实现真空热处理的理想设备。真空炉具有不脱碳、不氧化效果,温度均匀,加热和冷却速度可控,可实现多种工艺过程,且无污染,被国际公认为 “绿色热处理”。目前国际上已有 2 - 20bar 的真空高压气淬炉,能充分满足模具真空热处理需求,先进的设备是保证先进工艺实现的前提。
模具热处理工艺参数的关键作用:在模具热处理过程中,加热温度、加热速度、保温时间、冷却方式、冷却速度等工艺参数对模具性能影响重大。正确的参数可使模具获得极好性能,反之则产生不良甚至严重后果。实践证明,合理的工艺能获得优良组织,进而保证优良机械性能,还能有效控制模具热处理时的变形和开裂。 钛合金及高温合金的加工往往离不开真空热处理。国内真空热处理生产过程

模具热处理工艺参数的关键作用:工艺参数的精确控制是真空热处理成功的前提。加热温度过高会导致晶粒粗大(如 Cr12 钢超过 1050℃时晶粒等级从 8 级降至 5 级),过低则不能完全奥氏体化(硬度降低 HRC5 - 8);加热速度过快(>10℃/min)会使复杂模具产生开裂,过慢则降低生产效率;保温时间不足导致组织转变不充分,过长则引起脱碳(即使真空环境下也可能因微量氧气导致)。冷却速度是关键:气淬压力从 1bar 增至 6bar,H13 钢的马氏体转变率从 70% 提高至 95%。某模具厂通过优化参数(加热温度 1020℃,保温 2 小时,6bar 氮气冷却),使 SKD11 模具的变形量减少 70%,完全避免了后续校直工序。阜阳真空热处理以客为尊处理后的工件表面光亮,通常无需再进行打磨。

真空热处理在模具制造中的重要性:模具性能的 80% 取决于热处理质量,而真空热处理是保证模具长寿命的关键技术。模具需同时满足多项性能指标:热作模具要求高温强度(1000℃时 σb≥300MPa)和抗冷热疲劳性能(循环次数≥1000 次);冷作模具需高硬度(HRC58 - 62)和耐磨性(磨损量≤0.01mm/1000 次);塑料模具则要求抛光性(Ra≤0.02μm)和耐腐蚀性。某家电模具厂的对比数据显示,Cr12 钢冷冲模经真空淬火后,寿命从传统处理的 5 万次提升至 15 万次;H13 热锻模经真空时效后,压铸铝合金的次数从 3 万次增加到 8 万次,证明了真空热处理对模具寿命的决定性影响。
真空热处理的质量检测体系涵盖多维度评估指标。力学性能方面需测试硬度(如 HRC 值)、红硬性及冲击韧性;微观组织通过金相分析观察碳化物分布和晶粒尺寸;表面质量检测包括粗糙度、氧化层厚度及脱碳层深度。航空航天零件还需进行无损检测,确保内部无微小裂纹。丰东热工的生产线配备完备的过程监控系统,能提供从温度曲线到力学性能的全流程报告,满足严苛的行业认证要求。
真空热处理对金属表面性能的提升具有独特优势。在高真空环境下,金属表面的吸附气体被有效去除,可形成更均匀的氧化膜或涂层结合界面。对于医疗器械的钛合金表面,真空处理后再进行等离子喷涂,涂层结合强度可提高 20% 以上。刀具经真空淬火后,表面残留应力分布更均匀,配合后续涂层处理,可提升耐磨性和使用寿命,这一特性使其在精密工具领域难以被替代。 处理后的零件变形量极小,有助于实现近净成形。

真空渗氮的 “白层” 影响:真空渗氮处理后形成的 “白层” 单相 ε 化合物层,其硬度与材质成分相关,含铬量越高硬度越高。该 “白层” 具有优异的耐磨性、抗摩擦烧伤、抗热胶合、抗熔敷、抗熔损性能,但对部分模具和零件也存在不利之处,如易使锻模在锻造初期出现龟裂,焊接修补时易生成针状孔。不过,通过控制送入炉内的复合气体,可得到几乎无化合物层而只有扩散层的组织。
真空高压气冷等温淬火:对于形状复杂的较大工件,从高温连续快速冷却易产生变形甚至裂纹,以往常用盐浴等温淬火解决。在带有对流加热功能的单室高压气冷淬火炉中也可实现气冷等温淬火。实验表明,对碳素结构钢试样采用不同冷却方式,一组连续冷却,一组控制冷却,心部温度通过 500℃的时间相差约 2min,从表面控制冷却到心部温度到达 370℃附近需 27min,证明了在该炉中进行等温气冷淬火的可行性。 真空热处理有助于提升零件的综合机械性能。本地真空热处理操作
真空热处理后的产品疲劳强度明显提高。国内真空热处理生产过程
真空热处理提高材料表面质量:真空环境通过隔绝氧气、二氧化碳等氧化性气体,从根本上抑制了材料表面的氧化、脱碳和氮化等有害反应。这种保护作用使得处理后的材料表面光洁度比传统热处理提高 2 - 3 个等级,尺寸精度误差可控制在 ±0.01mm 以内。以汽车发动机气门为例,传统盐浴淬火后表面会形成 0.05 - 0.1mm 的氧化皮,需额外进行酸洗和抛光工序,而真空热处理后的气门表面呈现均匀的金属本色,粗糙度 Ra 值可降至 0.8μm 以下,无需后续加工即可直接装配。对于精密轴承钢零件,真空热处理能保持其滚道表面的原始精度,使装配后的轴承旋转精度提升 15% - 20%,同时减少因表面缺陷导致的早期失效风险。国内真空热处理生产过程
精臻热处理科技(惠州)有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,精臻热处理科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!



- 东莞精密产品真空热处理简介 2026-04-23
- 平山大型真空热处理厂家 2026-04-23
- 深圳国内真空热处理生产过程 2026-04-23
- 东莞工程真空热处理对比价 2026-04-23
- 深圳工业真空热处理多少天 2026-04-23
- 惠州 工程真空热处理工艺 2026-04-23
- 惠州 附近哪里有真空热处理简介 2026-04-22
- 精密产品真空热处理对比价 2026-04-22




- 01 安徽洁净环境用生产设备用聚氨酯轮价格
- 02 大连托辊炉哪家好
- 03 舟山电子无尘车间
- 04 温州4吨燃气导热油炉
- 05 南京压铸伺服喷雾机性价比
- 06 苏州PP实验室家具可以上门测量吗
- 07 安徽防腐蚀压铸机集尘罩壳解决方案
- 08 青海特种车辆锂电池
- 09 广东分层烤箱售后服务
- 10 观光车锂电池