江西轨道环缝焊机
关键词: 江西轨道环缝焊机 环缝焊机

 2026.05.02
2026.05.02
文章来源:
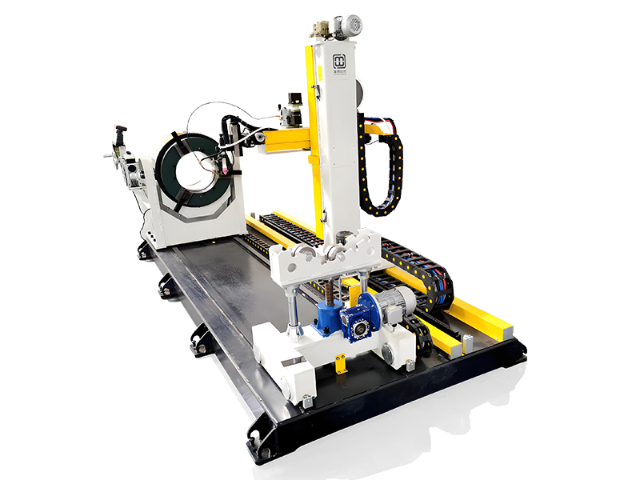
美焊 MWHF 系列环缝焊接专机采用填丝焊接工艺,通过精细控制填丝速度与填丝量,确保环形焊缝的填充饱满与熔深均匀,相比无填丝焊接工艺,更适用于厚壁环形工件焊接与焊缝补强。填丝焊接工艺可根据焊缝宽度与厚度灵活调整填丝量,避免出现焊缝凹陷、未填满等缺陷,尤其适用于锅炉、压力容器等对焊缝强度要求高的场景。设备的送丝机构采用步进电机驱动,送丝速度稳定可调,确保填丝量的精细控制,与焊接电流、焊接速度形成协同匹配,实现焊缝的均匀熔合。在厚壁压力容器环形焊缝焊接中,填丝焊接工艺通过多层多道焊接与精细填丝,确保焊缝从根部到表面的均匀熔深,提升焊缝的整体强度与韧性,满足压力容器承压运行的严苛要求。适配不锈钢 - 碳钢异种金属焊接,焊缝结合强度≥350MPa。江西轨道环缝焊机

焊接烟尘净化适配与环保合规
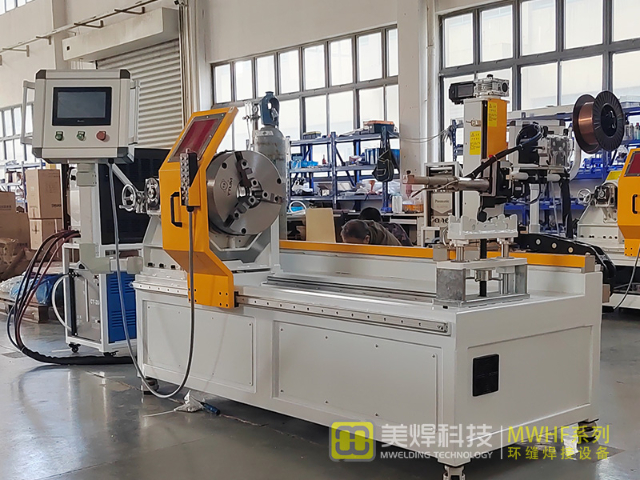
美焊MWHF系列环缝焊接专机可无缝适配工业烟尘净化设备,通过预留的烟尘收集接口,将焊接过程中产生的烟尘高效收集并净化处理,满足国家工业环保排放标准,保护操作人员健康。焊接烟尘中含有少量金属氧化物与有害气体,直接排放会污染环境并危害人体健康,该系列设备通过优化焊枪结构,使烟尘收集口更贴近焊接区域,提升烟尘捕捉效率;同时支持与烟尘净化系统或移动式烟尘净化器连接,净化后的废气排放浓度低于10mg/m³,符合GB/T20012-2005工业焊接环保标准。在某压力容器生产企业的应用中,搭配烟尘净化设备后,车间焊接区域粉尘浓度降至8mg/m³以下,不仅通过了环保部门检测,还改善了车间作业环境,降低了操作人员职业病风险,体现了美焊科技对环保与人员健康的重视。 安徽环缝环缝焊机哪家好预留无损检测接口,可与超声、射线检测设备联动,实现自动检测。

高压环形焊缝的焊接质量保障
美焊MWHF系列环缝焊接专机针对高压环形焊缝(设计压力≥10MPa)的焊接需求,强化了设备精度与工艺控制,确保焊缝具备足够的强度与密封性,满足高压工况下的使用要求。设备的焊接执行机构定位精度提升至±0.03mm,传动系统旋转精度≤0.05mm,保障焊缝轨迹的精确贴合;填丝焊接工艺采用多层多道焊接方式,每层焊缝厚度控制在2-3mm,通过层间温度控制(≤150℃),减少焊接应力,避免焊缝产生裂纹。在高压容器环形焊缝焊接中,该系列设备焊接的焊缝经水压试验(试验压力为设计压力的1.5倍)无泄漏,焊缝抗拉强度达到基材的90%以上,满足高压设备的安全运行要求。这种高压焊缝适配能力,彰显了美焊科技在焊接装备领域的技术实力,为高压装备制造提供了可靠保障。
针对小型环形工件(如 Φ50mm-Φ300mm)的焊接需求,美焊 MWHF 系列环缝焊接专机进行了专项适配优化,配置小型化、高精度的焊接执行机构与定位夹具,确保焊接精度与灵活性。小型环形工件因尺寸小、重量轻,对定位精度与焊接轨迹控制要求更高,设备的精密定位夹具可实现工件的快速夹紧与精细定位,定位精度达 ±0.03mm;焊接执行机构采用轻量化设计,可灵活调整焊枪角度与位置,贴合小型环形焊缝的轨迹要求。在小型不锈钢换热器管板环缝焊接中,优化后的设备可精细完成 Φ80mm-Φ200mm 管板的环形焊缝焊接,焊接时间较人工缩短 70%,焊缝合格率从 90% 提升至 99% 以上,有效解决了小型环形工件焊接效率低、定位难的问题。氩气预通气 3-5 秒,滞后通气 5-8 秒,避免焊缝氧化。
薄壁环形工件焊接的变形控制
针对薄壁环形工件(壁厚≤3mm)焊接易变形的痛点,美焊MWHF系列环缝焊接专机优化了焊接工艺与设备结构,通过精细控制热输入量与焊接速度,有效减少工件变形,保障尺寸精度。设备采用低热输入焊接技术,降低焊接电流峰值,延长焊接时间,减少高温对薄壁工件的热影响;同时配备柔性夹持夹具,通过弹性接触方式固定工件,避免夹持力过大导致的预变形。在不锈钢薄壁筒体焊接中,该系列设备焊接后的工件圆度误差≤0.5mm,直线度误差≤0.3mm/m,远优于人工焊接的变形控制效果。这种薄壁工件焊接优势,使其在换热器壳体、小型压力容器等薄壁环形工件制造中得到广泛应用,解决了行业内薄壁环缝焊接变形难以控制的技术难题。 柔性夹持夹具适配薄壁工件,避免夹持变形,保障尺寸精度。重庆氩弧焊环缝焊机操作
多品种快速切换,换型时间≤5 分钟,适配小批量生产。江西轨道环缝焊机
焊接过程中的实时可视化监控
美焊MWHF系列环缝焊接专机可选配高清工业摄像头,实现焊接过程的实时可视化监控,操作人员可通过触摸屏或外接显示器清晰观察焊接电弧、熔池状态与焊缝成型情况,无需近距离靠近高温焊接区域,既保障安全又便于质量控制。摄像头采用耐高温、防飞溅设计,安装在焊枪旁侧,可跟随焊枪同步移动,聚焦焊接重要区域;支持画面放大与录制功能,便于后续分析焊接过程或追溯焊缝质量问题。在厚壁环形工件焊接中,通过可视化监控,操作人员可清晰观察熔池的填充状态,及时调整填丝速度,避免出现未填满或过度填充的情况;焊接完成后可回放监控视频,分析焊缝成型过程,优化焊接参数。这种可视化监控功能提升了焊接过程的可控性,与美焊机器人焊接系统的视觉监控功能异曲同工,均为高质量焊接提供了技术支撑。 江西轨道环缝焊机



- 安徽异形管件氩弧焊机器人一般多少钱 2026-05-01
- 福建全位置环缝焊机设备制造 2026-04-30
- 浙江堆焊环缝焊机哪家好 2026-04-30
- 上海环缝环缝焊机品牌排行 2026-04-30
- 河北发那科氩弧焊机器人哪家好 2026-04-30
- 福建美焊氩弧焊机器人厂家报价 2026-04-30
- 河南轨道环缝焊机设备制造 2026-04-30
- 江苏环缝焊机厂家 2026-04-29





- 01 云南高校专属的实训室电子班牌系统架构图
- 02 北京数控镗刀多少钱
- 03 松江区日用品立式转盘机价格
- 04 启东A2F6.10-L 定量柱塞泵使用方法
- 05 上海不锈钢风扇订购
- 06 贵州机器人失控防护防撞传感器方案设计
- 07 100KG燃油燃气蒸汽发生器价格
- 08 西藏TIG氩弧焊机器人订制价格
- 09 柱塞马达参考价
- 10 连云港定制单工位改性醇清洗机公司