碳化硅感应焊管设备
关键词: 碳化硅感应焊管设备 焊管

 2026.05.03
2026.05.03
文章来源:
化工行业用的管材对焊缝的密封性要求很高,一旦焊缝存在缺陷,就容易出现泄漏,引发安全问题,所以对焊接质量的要求比普通管材更高。Weldec 高频感应焊管焊接出来的焊缝熔合均匀,缺陷少,密封性好,能满足化工行业管材的焊接要求。易孚迪感应设备(上海)有限公司的这款设备,焊接参数稳定,每一段焊缝的焊接质量都能保持一致,减少了焊缝缺陷产生的概率,能通过化工行业管材的密封性压力测试,帮助管材生产企业拿到相关的资质认证,进入化工管材供应市场,拓展业务范围。直缝焊管线的工作原理是将钢带或钢板卷曲成管形,然后通过高频焊管装置进行直缝焊接。碳化硅感应焊管设备
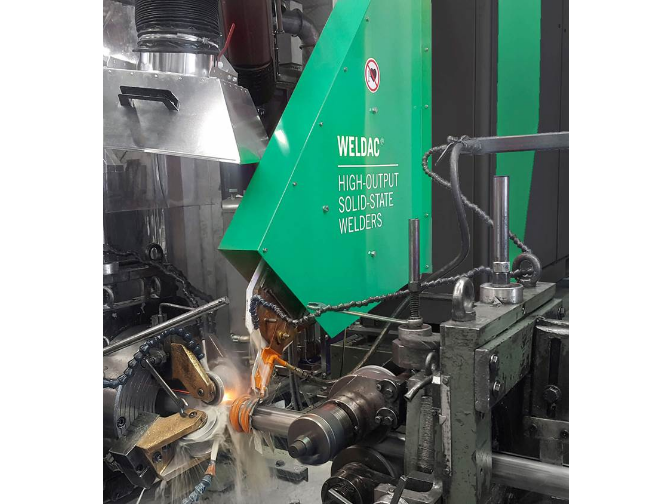
高强度钢管材多用于工程机械、压力容器等对结构强度要求较高的领域,焊接过程中热输入不当容易导致焊缝脆化,影响力学性能,无法满足使用要求。高中频感应焊管能精细控制热输入,适配高强度钢的焊接加工,保证焊缝的强度与韧性符合使用标准。易孚迪感应设备(上海)有限公司的高中频感应焊管设备,采用固态输出设计,功率输出稳定,频率会根据管材尺寸自动调整,能匹配不同厚度高强度钢管材的焊接需求,保证焊接质量稳定,批量生产的焊缝质量一致性好,不会出现批次性质量问题,帮助企业稳定产品品质。德国高中频感应焊管感应器易孚迪(ENRX)的高频焊管机具有加热速度快,焊接效率高,适合高产量的管材生产。
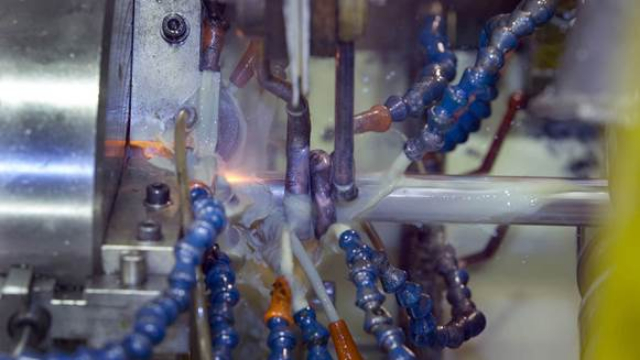
高频感应焊管机利用电磁感应原理,通过高频交变磁场在金属管坯边缘产生感应电流(涡流),电流因电阻产生热量,使管坯边缘迅速升温至熔融状态,随后在挤压辊作用下实现焊缝结合。其重要组件包括高频电源、感应线圈、挤压辊及冷却系统。高频电源将工频交流电转换为高频电流(通常50-400kHz),感应线圈作为能量传输介质,将高频电流转化为磁场,作用于管坯边缘。焊接过程中,需精确控制高频功率、焊接速度及挤压压力,确保焊缝质量。该技术具有加热速度快、热影响区小、焊接效率高等优势,适用于不锈钢、碳钢等多种材质的管材生产。易孚迪感应设备(上海)有限公司,是ENRX集团于2001年在上海兴建的一家独资子公司,专注于感应加热设备的研发与生产,其高频感应焊管机在行业内以高效、稳定著称,广泛应用于全球管材制造领域。
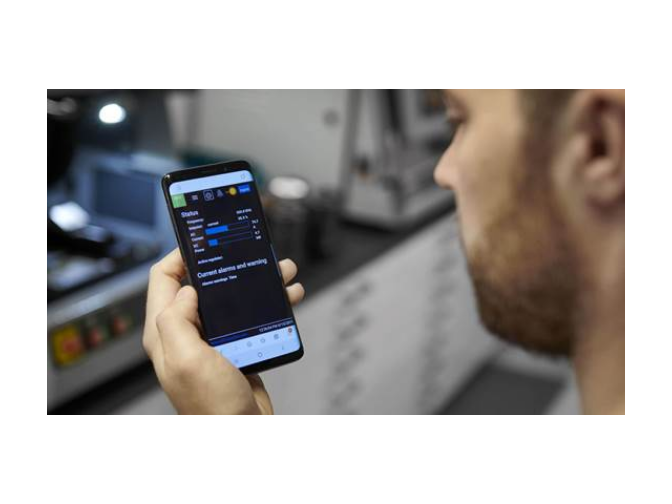
高频感应焊管机的投资回报期通常为1-3年,具体取决于产能、产品附加值及运营成本。以一条年产5万吨的焊管生产线为例,设备投资约200-300万元,通过提高焊接速度(20%-50%)、降低能耗(30%以上)及减少废品率(10%-15%),年节省成本可达100-200万元。此外,高频焊接管材质量高,可替代部分无缝管,提升产品附加值,进一步缩短回报期。易孚迪的设备通过模块化设计,支持快速扩产,降低初期投资风险。其智能控制系统可优化工艺参数,减少材料浪费。公司作为ENRX集团在中国的技术中心,提供全生命周期服务,包括设备升级、工艺优化及融资支持,助力客户加速投资回报。易孚迪(ENRX)的Weldac 焊管机的操作界面友好,便于操作人员进行操作和监控。

传统焊接设备换型后,需要人工反复调整频率,多次试焊才能找到合适参数,这个过程不仅耽误时间,还会产生不少试焊废品,增加生产成本,高中频感应焊管设备解决了这个痛点。易孚迪感应设备(上海)有限公司的高中频感应焊管设备,感应器换型后频率会根据每一个管的尺寸自动调整,不需要人工反复调试,换型完成就能直接开始正常生产,减少了试焊带来的废品浪费,也缩短了换型时间,降低了换产过程中的损耗,帮助企业控制生产成本,提升整体利润空间。随着技术不断进步,直缝焊管的生产工艺将变得更加高效、智能化,带动市场发展。Weldec中频感应焊管正火及退火装置
直缝焊管机的自动化生产可以减少人工干预,降低人力成本。碳化硅感应焊管设备
高频感应焊管机的焊缝质量通过多环节控制实现,包括材料预处理、焊接参数优化及焊后检测。材料需去除油污、氧化皮,确保导电性;边缘需精确对齐,误差控制在±0.1mm内。焊接过程中,高频功率、焊接速度及挤压压力需协同调整,例如碳钢管焊接时,功率密度需达10-20kW/cm²,挤压压力控制在50-150MPa。焊后需进行外观检查、无损探伤(如超声波或涡流检测)及力学性能测试。易孚迪的设备配备在线监测系统,可实时显示焊接电流、温度及压力数据,并通过闭环控制自动调整参数。其感应线圈采用分段设计,可针对不同管径优化磁场分布,减少焊缝缺陷。公司作为ENRX集团在中国的技术基地,提供焊缝质量培训及工艺优化服务,确保客户产品符合国际标准(如API、ASTM)。碳化硅感应焊管设备




- 航空发动机不锈钢管感应钎焊自动化线 2026-05-02
- EFD INDUCTION Weldec中频感应焊管电源 2026-05-02
- 钢管高中频焊管系统 2026-05-01
- 磁性钢高中频焊管生产线 2026-05-01
- 碳化硅感应焊管设备 2026-05-01
- 中频钎焊系统 2026-05-01
- Weldec高频感应焊管焊缝正火及退火系统 2026-05-01
- 视液镜感应钎焊系统 2026-05-01




- 01 福建猫条包装机设备
- 02 云南高校专属的实训室电子班牌系统架构图
- 03 北京数控镗刀多少钱
- 04 松江区日用品立式转盘机价格
- 05 启东A2F6.10-L 定量柱塞泵使用方法
- 06 上海不锈钢风扇订购
- 07 贵州机器人失控防护防撞传感器方案设计
- 08 100KG燃油燃气蒸汽发生器价格
- 09 西藏TIG氩弧焊机器人订制价格
- 10 柱塞马达参考价