工厂泵轴热补偿对中仪连接
关键词: 工厂泵轴热补偿对中仪连接 泵轴热补偿对中仪

 2026.05.03
2026.05.03
文章来源:
ASHOOTER热补偿模型:匹配设备实际热变形规律材质参数的准确性需根据设备轴系、壳体的实际材质输入热膨胀系数(如泵轴为42CrMo时α=12.5×10⁻⁶/℃,电机壳为灰铸铁时α=10.8×10⁻⁶/℃),避免默认参数与实际不符导致补偿偏差(误差>5%时需手动校准)。对于复合材料部件(如衬塑泵壳),需通过实测获取热变形数据(可在停机升温过程中分段记录温度与偏差关系),自定义补偿曲线。分段补偿区间的合理性针对温度梯度大的设备(如高温泵进口端与出口端温差>50℃),需采用分段补偿模式,每段温度区间不宜过大(建议≤20℃),避免因线性假设误差累积。多工况设备(如切换介质温度的反应釜泵)需预设多组补偿参数,通过工况识别自动切换(如绑定电机电流、介质流量信号触发参数切换)。AS耐磨泵轴热补偿对中仪 恶劣工况下,热补偿性能不减。工厂泵轴热补偿对中仪连接
泵轴热补偿对中仪
选择后的验证与优化无论选择哪种模式,均需通过试运行验证确保适配性:冷态对中后,记录升级仪预设的热补偿值;设备运行至稳定温度后,通过在线振动监测(如振动速度≤)和轴系偏差复测,验证实际变形与补偿值的偏差;若偏差超过±,需结合实际温度曲线微调模式参数(如修正热膨胀系数、细化温度区间)。例如,某化工厂的高温油泵(工作温度100-130℃,材质为45号钢)初期选择“预设参数模式”,运行后发现实际热伸长量比预设值大,通过将模式切换为“实时动态补偿”并校准传感器位置,**终振动值稳定在以内。选择热补偿模式的**逻辑是:“工况越复杂、温度波动越大,越需动态响应;工况越稳定、数据越完整,越可简化预设”。结合设备的温度特性、运行模式及精度需求,搭配试运行验证与参数优化,即可实现热补偿功能的精细适配,**大化提升轴对中精度与设备稳定性。工厂泵轴热补偿对中仪连接泵轴热态补偿对中仪冷态校准预留量,热态运行无偏差。

分段温度补偿模式原理:将设备运行温度划分为多个区间(如 20-50℃、50-80℃、80-120℃),每个区间预设对应的热膨胀系数修正值,根据实时温度落入的区间自动切换补偿参数。适配场景:温度区间跨度大(如常温到 150℃)且不同区间热变形规律差异明显的设备,如煤化工多工况切换泵;材质存在非线性热膨胀特性的泵轴(如某些合金材料在特定温度段膨胀系数突变);需兼顾冷态安装调试与热态运行的复杂场景,如新建项目中的泵组初次对中。优势:平衡精度与计算效率,避**一参数在宽温区的误差累积。
第三方校准与证书验证通过**机构校准或厂商提供的计量证书,确认仪器基础性能合规。要求厂商提供SYNERGYS对中仪的计量器具型式批准证书(CPA)或ISO17025实验室校准报告,报告中应明确热补偿模式在不同温度、轴长下的最大允许误差(MPE),且MPE需符合行业标准(如≤)。必要时委托第三方计量机构(如国家计量院)进行现场校准,出具校准证书,确保数据溯源性。验证汉吉龙SYNERGYS热补偿对中仪模式的准确性需结合实验室静态校准(基础精度)、现场动态对比(实际适用性)、数据逻辑分析(算法合理性)、长期运行反馈(效果验证)及第三方认证,多维度交叉验证后,若各项指标均符合上述标准,即可确认其热补偿模式准确可靠。 汉吉龙泵轴热补偿激光对中仪双重监测温度与偏差。
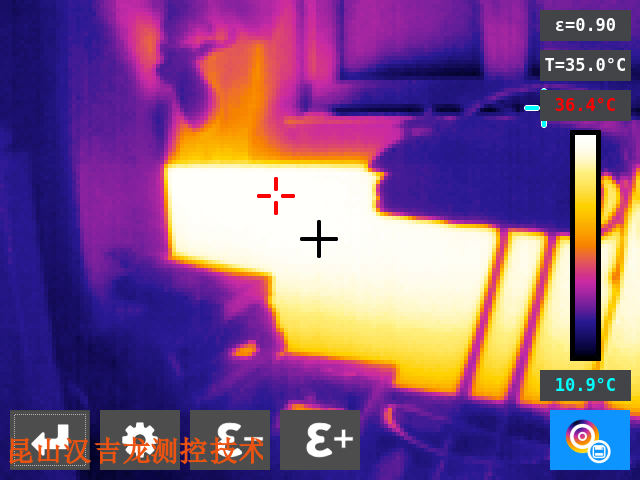
高温场景实测验证AS500在风电、石化、冶金等复杂工况中已通过实际验证。例如,某石化企业使用AS500对离心泵进行对中后,振动速度从8mm/s降至,达到ISO10816-3标准的良好等级。其红外热像功能可快速定位高温设备的异常热源,如轴承温度异常升高时,能通过热像图与激光对中数据相互验证,提高故障诊断的准确性。与其他型号的对比ASHOOTER+:虽支持输入20多种材料的热膨胀系数并自动计算补偿值,但其红外测温范围*-20℃~+150℃,且未集成振动分析功能,难以满足极端高温场景的***监测需求。ASHOOTER基础版:缺乏自动热补偿功能,需手动输入参数,效率较低。AS100:*具备基础对中与振动分析功能,无热膨胀补偿和红外监测能力,无法适应高温环境。AS500凭借高精度热态补偿、宽温区红外监测、多技术融合的特性,成为高温环境下轴对中校正的优先型号,尤其适用于冶金熔炉、石化反应器、高温风机等场景。 如何获取AS热膨胀智能对中仪的用户手册和培训资源?工厂泵轴热补偿对中仪连接
AS热膨胀智能对中仪的价格大概是多少?工厂泵轴热补偿对中仪连接
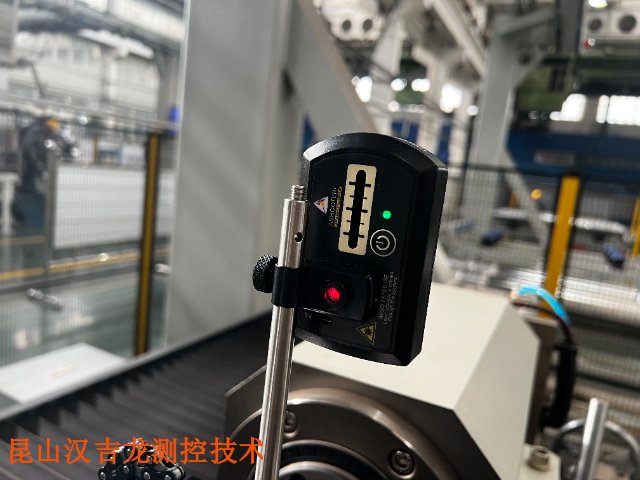
AS泵轴热补偿对中升级仪在实际应用中需结合设备特性、工况环境和操作流程,关注安装精度、环境适应性、模型匹配、操作规范等**问题,以确保热补偿效果和设备长期可靠性。装与校准:确保测量基准的准确性传感器布局合理性温度传感器需紧贴设备**热影响区(如轴承座、泵壳进出口法兰、电机端盖),避免安装在散热片、保温层外侧等非代表性区域;传感器线缆需固定牢固,减少振动导致的接触不良(建议采用不锈钢卡箍间距≤30cm固定)。激光测量单元(发射器与接收器)需与轴系同轴心安装,避免因安装偏斜导致的角度误差(可通过自带的水平气泡或倾角仪校准,水平度误差≤°);激光路径需避开遮挡物(如管道、阀门),确保光束无折射或散射干扰。冷态基准校准的严谨性冷态测量需在设备完全停机冷却至环境温度(通常停机≥8小时,温差≤5℃)时进行,避免残留温度导致初始偏差误判。需同步检测设备软脚问题(通过仪器软脚检测功能,单脚误差≤),软脚未消除会导致热态时设备姿态异常,直接影响补偿精度。 工厂泵轴热补偿对中仪连接




- 马达联轴器不对中测量仪找正方法 2026-05-02
- 租用镭射主轴对准仪定制 2026-05-02
- 设备对中仪连接 2026-05-02
- S和M镭射主轴对准仪保养 2026-05-02
- 教学联轴器振动红外对中仪写论文 2026-05-02
- 法国激光联轴器对中仪定制 2026-05-02
- 常见对中仪服务制造商 2026-05-01
- 联轴器不对中测量仪怎么样 2026-05-01





- 01 黑龙江进口显微CT调试
- 02 质量流量计气体热式
- 03 便携式X射线荧光矿物岩石分析仪
- 04 四川蒸汽安全阀哪家好
- 05 苏州便携式高光谱无人机多少钱
- 06 耐高温溶氧电极供应商推荐
- 07 宁夏公路沉降观测
- 08 重庆那种直角棱镜处理方法
- 09 上海哪些结石临床解决方案按需定制
- 10 江苏新型蒸汽干度检测仪哪家好