节能环保红外焊接切削设备原理
关键词: 节能环保红外焊接切削设备原理 红外焊接切削设备

 2026.05.11
2026.05.11
文章来源:
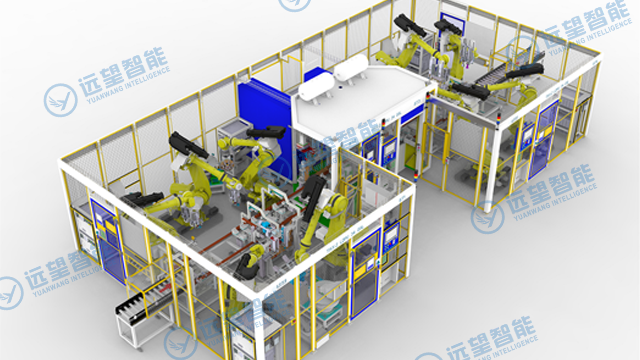
自动瓶身校正系统的校正效率高,校正周期短,可快速完成 IV 型储氢瓶塑料内胆的变形校正作业,适配产线高效生产节奏。系统采用多工位同步校正设计,可同时对瓶身多个变形部位进行校正,缩短校正时间,提升单件加工效率。校正过程自动化运行,从变形检测、参数计算到校正执行、质量验证,全程无需人工操作,减少人工干预与工序时间,提升生产效率。系统可 24 小时连续运行,适配储氢瓶产线三班倒生产模式,提升设备利用率与产能输出,助力企业快速交付大批量订单。红外焊接系统闭环控温,实时调节功率避免材料过热降解。节能环保红外焊接切削设备原理
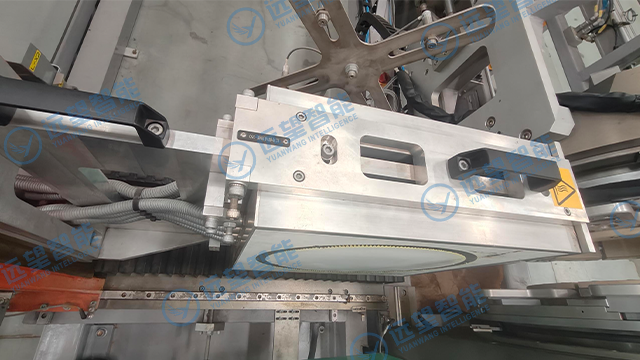
伺服自动夹紧送料系统的送料精度高,定位误差控制在极小范围内,确保工件在焊接工位的对接精度,减少焊缝错位、偏移等缺陷,提升焊接质量。系统具备速度平滑调节功能,送料启动、停止与变速过程平稳,无冲击振动,避免工件因惯性偏移或损伤,尤其适配薄壁、大尺寸塑料内胆工件。伺服电机响应速度快,可快速精确调整送料位置,适配焊接过程中的动态定位需求,确保封头与筒节对接紧密、同轴度高,为高质量焊接奠定基础。系统支持多组送料配方存储,对应不同规格内胆,换型时一键调用,无需重复设置参数,提升换型效率。低维护成本红外焊接切削设备哪家强设备适配注塑成型内胆焊接,匹配丰田、现代量产工艺路线。

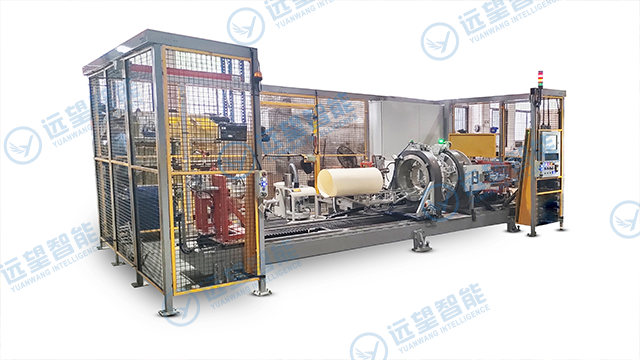
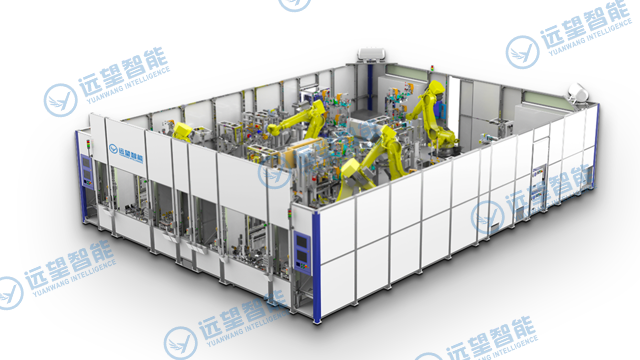
红外焊接切削设备集成红外焊接、自动送料、铣削去毛刺、瓶身校正四大关键功能,工序高度集成,减少工件转运环节,缩短生产周期,提升生产效率。设备采用一体化机架设计,各功能模块布局紧凑,占地面积小,适配中小型储氢瓶生产车间空间布局,便于产线排布与设备衔接。控制系统采用集中式 PLC 控制,统筹各模块运行逻辑,工序联动响应迅速,动作衔接顺畅,避免工序间等待时间,提升产线运行节拍。设备适配 IV 型储氢瓶塑料内胆从封头、筒节焊接到成品校正的全工序生产,减少设备投入数量,降低企业生产成本,助力储氢瓶生产企业提升市场竞争力。
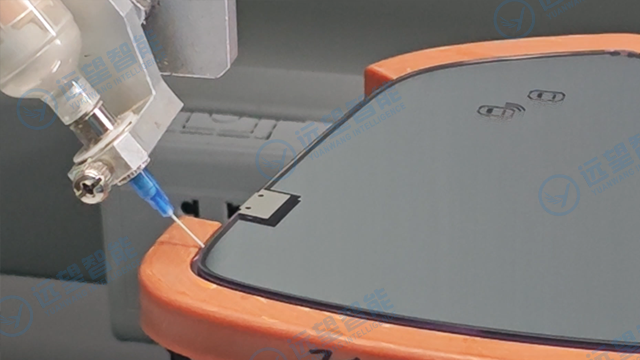
自动铣削焊接工艺毛边模块的表面处理效果好,铣削后焊缝表面粗糙度低、平整度高,无毛刺、无凸起、无刀痕,满足后续碳纤维缠绕对表面质量的严苛要求。平整光滑的焊缝表面确保碳纤维缠绕层与内胆紧密贴合,无间隙、无气泡,提升缠绕层与内胆的结合强度,避免分层、脱落问题。铣削表面无残留碎屑、无油污,洁净度高,无需额外清理工序,直接进入碳纤维缠绕工序,提升生产效率。模块可根据客户需求调整铣削表面粗糙度,适配不同碳纤维缠绕工艺要求,提升产品适配性。伺服夹紧力闭环控制,实时调节适配不同壁厚内胆工件。
自动瓶身校正系统可有效解决 IV 型储氢瓶塑料内胆焊接变形问题,提升产品尺寸精度与合格率,降低返工成本。塑料内胆焊接过程中,焊缝区域受热熔融后冷却收缩,易导致瓶身弯曲、椭圆、扭曲等变形,若不校正,后续碳纤维缠绕与高压使用会存在严重安全隐患。人工校正难度大、精度低、效率慢,且易造成内胆损伤;自动瓶身校正系统自动化、高精度完成校正作业,校正效率高、精度稳定,大幅提升产品合格率,减少返工与报废成本。同时,校正后瓶身尺寸一致性好,便于后续工序标准化生产,提升产线整体效率与产品质量稳定性。伺服夹紧送料可 24 小时连续运行,适配储氢瓶规模化生产。定制化红外焊接切削设备应用范围
设备降低 IV 型储氢瓶内胆焊接缺陷,提升高压密封可靠性。节能环保红外焊接切削设备原理
伺服自动夹紧送料系统的维护便捷性高,伺服电机、导轨、夹爪等部件均采用标准化设计,拆卸与更换简单快捷,便于日常维护与故障检修。系统配备自动润滑装置,可定期对导轨、传动部件进行自动润滑,减少人工润滑频次,降低维护工作量。系统具备故障自诊断功能,可自动识别常见故障并显示故障代码与处理建议,便于维护人员快速定位与解决问题,减少故障停机时间。维护手册提供清晰的维护流程、周期与润滑参数,指导操作人员完成日常维护,保障设备长期稳定运行,延长设备使用寿命。节能环保红外焊接切削设备原理



- 无锡非标自动化装配线报价 2026-05-23
- 昆山智能自动化装配线解决方案 2026-05-22
- 深圳组装自动化装配线生产方案 2026-05-22
- 广东智能自动化装配线制造 2026-05-22
- 模块化自动化装配线组装 2026-05-22
- 智能自动化装配线哪家好 2026-05-22
- 广东自动化装配线设备厂家 2026-05-21
- 苏州高速自动化装配线制造 2026-05-21




- 01 台州卫生级焊接球阀哪家好
- 02 广东燃气浮动式球阀生产厂家
- 03 泸州选矿压滤机直销
- 04 网带炉用途
- 05 无锡厂房降温设备生产厂家
- 06 宜昌三片式焊接球阀现货
- 07 深圳ETHIO COFFEE伊索咖啡咖啡豆厂家
- 08 面粉码垛机器人直销
- 09 广州CCD视觉贴合系统公司
- 10 长沙无故障运行工业加湿器厂家