铂铱合金等离子电极检测标准
关键词: 铂铱合金等离子电极检测标准 医用等离子电极刀铂铱电极

 2026.05.25
2026.05.25
文章来源:
等离子手术设备在高频高压放电过程中不可避免地产生电磁辐射,电磁兼容(EMC)性能关系到设备能否在复杂的医院电磁环境中稳定运行,同时避免干扰其他医疗设备(如心电监护、起搏器等)。铂铱电极本身是被动器件,其EMC特性主要由手柄整体结构和主机电路共同决定。射频放电是主要的传导干扰源——高频电流通过电源线和信号线向外部传播,合格的主机电源输入端应安装射频滤波器,将传导干扰抑制至标准限值以下(YY 0505/IEC 60601-1-2)。空气辐射干扰则通过手柄和电缆的屏蔽结构来控制——高级手柄电缆采用整体编织屏蔽层+两端正确接地(单点接地以避免地环路)设计,辐射发射应满足1米距离内A类设备限值。EMC测试是等离子手术系统注册前的必做项目,需要在具备资质的EMC实验室(全电波暗室和屏蔽室)中完成。此外,手术室中同时使用多种高频手术设备(电刀、激光等)时,等离子刀与这些设备之间的相互干扰需要通过空间隔离和分时使用策略加以管控,防止多设备同时运行时EMC指标叠加超标。20 人机加团队,负责铂铱电极的精密机加工序。铂铱合金等离子电极检测标准

等离子刀铂铱电极的制造工艺涉及贵金属加工、精密焊接和医疗级组装等多个技术领域,工艺变更的控制是制造商质量管理体系中持续合规维护的重要组成部分。等离子刀电极的主要工艺变更场景包括:原材料供应商或牌号变更(铱含量调整、供应商更换)、加工工艺变更(拉丝道次变化、热处理参数优化、焊接设备升级)、尺寸规格变更(尖头处几何形状重新设计)、灭菌方式变更(从环氧乙烷改为高温高压或伽马辐照灭菌)以及生产场地变更。变更控制流程的第一步是影响评估——评估变更对产品安全性、有效性和注册技术文件的影响范围,区分重大变更和微小变更。重大变更通常需要补充注册申报(如向NMPA提交产品变更申请)或备案(如内部工艺验证证明等效性)。变更验证需要覆盖的测试项目通常包括:设计验证(尺寸和功能)、原材料和成品性能测试、灭菌验证(若涉及灭菌方式变更)、以及生物相容性重新评估(若材料或表面处理发生改变)。工艺变更的验证批次通常不少于3批,且验证数据应覆盖变更后的稳态生产条件,而非只验证变更过渡期的中间状态。等离子刀头铂铱电极采购成本控制医用铂铱电极适配医疗设备生产组装环节使用。

等离子刀电极的有效长度(即从手柄输出端到尖头处工作点的距离)是根据目标手术入路深度决定的工程参数,需要在操作便利性和目标可达性之间寻找平衡。从入路深度来看,耳鼻喉科短鼻内镜手术使用的电极长度通常在80mm至150mm之间,而脊柱内镜(椎间孔镜)手术入路深度可达200mm至350mm,所需电极长度相应增加。更长的电极带来更深远的目标可达性,但同时带来操控性的挑战:长电极的轴向刚性较低,在通过工作通道时容易弯曲,弯曲会导致内部导线或冷却管路的应力集中,严重时造成绝缘破损;此外,长电极的轴向传力特性变差,外科医生在消融时对力量反馈的感知精度下降。更细的电极轴直径可以减轻重量和通过直径,但会栖牲轴向推力——细轴在遇到较硬组织(如钙化椎间盘)时可能发生屈曲而非推进。设计时通常在满足目标入路深度要求的前提下,尽量选择更短和更粗的轴径组合,必要时可通过在手柄或轴身增加辅助支撑结构来补偿长轴的刚性不足。
等离子刀电极的使用寿命涉及两个维度:电气使用寿命(以消融剂量或激发时长计量)和机械使用寿命(以灭菌循环次数计量),两者共同决定了器械的整体可用周期。电气使用寿命主要受制于尖头处材料的溅射损耗——每次消融激发过程中,高能等离子粒子从电极表面剥离(溅射)微量金属原子,长期累积后尖头处直径逐渐增大(正向增值)或发生形状钝化。铂铱合金的溅射率(单位入射粒子能量对应的原子损失数)在常用射频能量范围内极低(<0.1原子/离子),在正常使用条件下,尖头处直径在额定使用寿命内的几何变化量应控制在原始尺寸的±5%以内。机械使用寿命方面,可重复使用型等离子刀电极需要耐受高温高压灭菌(134°C,2 atm,15至30分钟)的反复热冲击而不发生软化、变形或表面裂纹。铂铱合金的热膨胀系数适中(≈8.9×10⁻⁶/°C),与常见的手柄金属部件(不锈钢≈16×10⁻⁶/°C,钛≈9×10⁻⁶/°C)之间的热失配在可接受范围内,灭菌热循环不会在焊接或连接界面引入过大的热应力。部分一次性使用电极的设计则更侧重于保证刚开始使用的性能颠峰状态和100%无菌保证,不重点关注材料的利用率但简化了质量管理体系。公司具备金属冶炼能力,保障铂铱电极原料品质与供应。

等离子刀电极的消融端并非只有单一的针状形态,而是发展出了针对不同临床需求的多种刀头几何形状。针状电极(Hook/Lancet)是应用***的通用型,适用于软组织的切割、消融和凝固,尖锐的头处便于刺入组织建立消融通道,弧形侧面刃口用于精确切割。柱状电极(Barrel/Cylinder)端面为平面或略带弧形的柱状,消融范围比针状更宽,适用于大面积黏膜组织的消融(如鼻甲减容手术中快速减容)和表面止血,消融深度与作用时间和功率设置正相关。叉状电极(Fork/Spike)具有多个头处分支,可在单次消融中创建多个消融通道,显著提高消融效率,常用于膝关节清理术中的软骨下骨钻孔和椎间盘突出症中的多靶点消融。勺状或勺形电极(Spoon/Evaporator)具有凹面收集组织效应,主要用于精确去除浅表层组织同时保持下层基底完整,常见于声带手术等对消融深度精确控制要求极高的场景。刀形电极(T-hook/Razor)在头处具有扁平的切割刃,用于类似手术刀的结构性切割效果,等离子辅助切割的出血量远少于传统手术刀。医用等离子电极刀铂铱电极适配医疗等离子手术设备使用。等离子刀头铂铱电极采购成本控制
铂铱合金特性让医用铂铱电极,具备良好的耐用性能。铂铱合金等离子电极检测标准
等离子刀电极的绝缘安全性能直接关系到手术的电气安全,是产品注册检验和出厂检验的必检项目。绝缘电阻测试测量手柄内各带电部件与外壳(操作者接触部分)之间的绝缘电阻,在标准大气条件(温度23±2°C,相对湿度50%±10%)下使用500V DC兆欧表测量,合格标准通常为≥100 MΩ(具体限值参照IEC 60601-1对应条款)。介电强度测试(也称为击穿电压测试)则检验绝缘材料在更高电压下的耐受能力——对电极手柄施加规定的交流试验电压(通常为额定电源电压的1500V或产品技术要求规定的更高值)持续1分钟,观察是否发生击穿或闪络,此测试应在绝缘电阻测试合格后方可进行,以免在已存在绝缘缺陷的情况下施加过高电压造成人员伤害。电气安全测试还需要考核手柄连接器和电缆的连接可靠性——通过连接器拔出力测试(确保插拔过程中不会意外松脱)和接触电阻测试(确保电气连接的低阻抗和稳定性)。此外,模拟临床使用中可能出现的液体泼溅或短时间浸没(滴液测试),考核液体进入手柄后对绝缘安全的影响是否在可接受范围内。铂铱合金等离子电极检测标准
汕尾市栢科金属表面处理有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的电子元器件中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,汕尾市栢科金属表面处供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!




- 氧化锆陶瓷磁控溅射铂通讯厂采购 2026-05-24
- 医用吸气剂国军标认证 2026-05-23
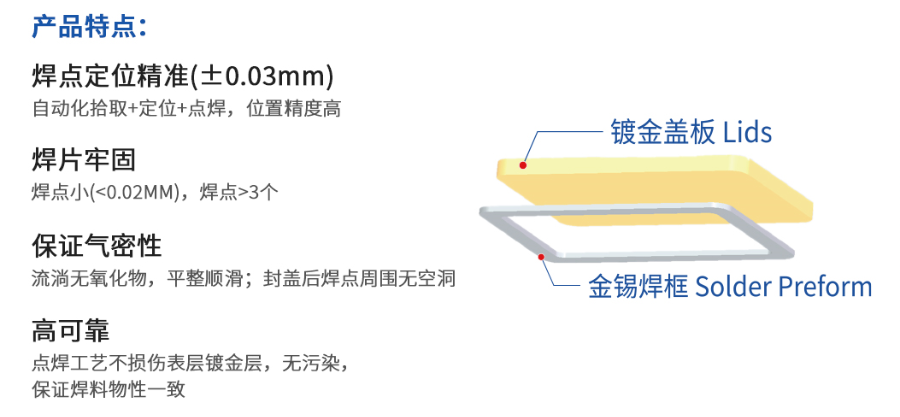
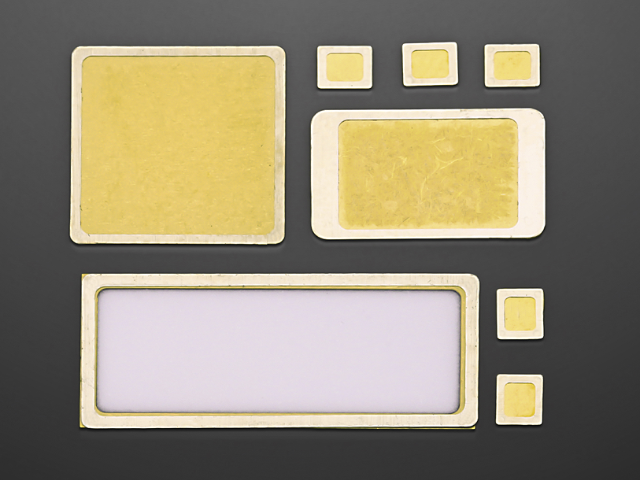
- 金锡焊料医疗标准合规 2026-05-23
- 金锡焊料组合件 2026-05-23
- 耳蜗植入体氧化锆陶瓷磁控溅射铂 2026-05-23
- 金锡焊料跌落测试 2026-05-23
- 软组织切割等离子电极铂铱材料售后服务 2026-05-22
- 金锡焊料企业标准 2026-05-22



- 01 长沙防水广告机尺寸
- 02 江西三相电力调整器组件
- 03 深圳vcxo晶体振荡器代理商
- 04 浙江嵌入式工业电脑源头工厂
- 05 河北处理器时钟振荡器安装
- 06 低碳环保无纸化会议系统案例
- 07 南京家电串口屏厂家
- 08 惠州FCC认证吸尘器方案
- 09 SN9C2809E现货
- 10 福建电源芯片选择