车床切削液加工中心
关键词: 车床切削液加工中心 切削液

 2026.05.26
2026.05.26
文章来源:
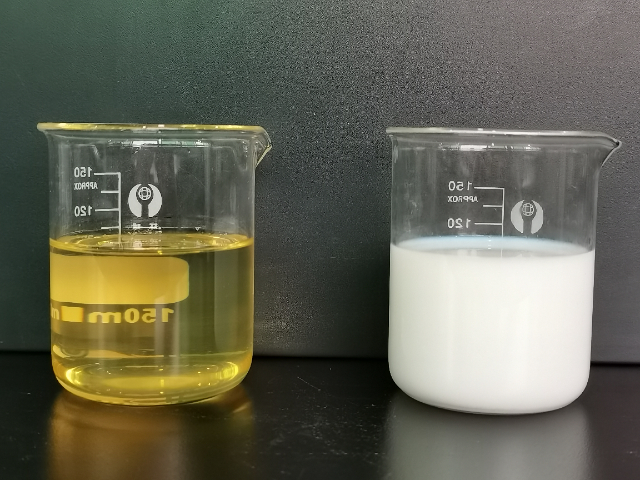
在金属加工领域,水溶性切削液与乳化液是目前应用广、使用场景成熟的两类冷却润滑介质,二者在成分结构、性能特点、适用工况与维护方式上存在明显差异。水溶性切削液以合成组分、水、稳定剂等为基础,呈透明或半透明状态,具有散热快、清洗性强、不易发臭、管理维护简单等优势,更适合高速、轻载、对表面光洁度要求高的加工场景,例如铝合金精密铣削、电子产品结构件加工、精密五金加工等。乳化液由矿物油、乳化剂、极压剂、防锈剂等与水混合形成,外观呈乳白色,润滑性、极压性、防锈性更强,能够承受更大的切削负荷,适合重载、低速、受力复杂的加工工序,如发动机缸体、模具、铸件、厚板的铣削、钻孔、攻丝、镗孔等。两者关键的差异体现在体系稳定性、维护难度、适用工况与综合成本上:水溶性切削液管理简便,但对水质硬度、杂油污染较为敏感,整体润滑能力相对较弱;乳化液在润滑与防锈方面优势明显,但需要更严格的日常监测与维护,否则容易出现发臭、分层、析油等问题。实际选型时,必须综合加工材料、设备类型、工艺负荷、车间环境、环保要求以及现场维护能力等多方面因素,才能选出稳定、经济、适配的切削液体系。不锈钢采购需供应链稳定与快速响应,库存保障关键,平衡通用与定制,建立“产品+服务”协同库存模式。车床切削液加工中心

工业切削液的市场价格受基础油类型、添加剂体系、配方技术、包装规格及品牌服务等多重因素综合影响。矿物油型切削液以传统矿物油为基础,原料成本相对较低,定价亲民,适合对成本敏感、要求一般的普通机加工场景。半合成切削液结合矿物油与合成组分,兼顾润滑性与冷却性,性能均衡,价格通常处于中等区间,通用性强。全合成切削液完全采用化学合成基础油,并复配极压、抗磨、防锈等多功能添加剂,虽然单价偏高,但因其使用寿命长、换液周期长、维护成本低、废液量少,综合使用成本反而更具优势。包装规格也会影响单价,吨桶、槽车等大容量包装的单位成本明显低于小桶包装,更适合集中供液系统与大批量采购企业。针对钛合金、高温合金、不锈钢等难加工材料的特种切削液,因配方研发门槛高、添加剂成本高、性能要求严苛,价格高于通用型产品。企业在采购时不应只以初始单价为判断依据,而应结合加工材料、设备类型、工艺负荷、环保标准及全生命周期成本进行综合评估,选择性价比的产品。大灯边框切削液1018 碳钢需润滑防锈,方川润滑微乳化技术适配,长寿命减少换液。

磨床作为精密加工的关键设备,对配套切削液具有明确且严格的性能要求。磨削用切削液的关键作用包括提升工件表面光洁度、防止磨削烧伤、降低砂轮磨损、延长砂轮使用寿命。磨削液需具备均衡的冷却与润滑性能,冷却能力可快速降低磨削区高温,避免工件烧伤、变形与金相组织变化;适度润滑则能减少砂轮与工件的摩擦,降低表面粗糙度,提升加工精度。该类切削液需适配平面磨、外圆磨、内圆磨、无心磨等多种磨削设备,具备良好的通用性与稳定性。使用过程中需合理控制稀释浓度,浓度过低会影响润滑与防锈,过高则易产生泡沫、残留增加、成本上升。磨削液需具备良好的碎屑沉降性,配合过滤系统可快速分离金属磨粒,减少磨粒对工件表面的划伤,提高加工一致性。在批量连续化生产中,磨削液需具备抗腐、低泡沫、不易变质等特点,降低维护频率与换液成本。随着磨削工艺向高速、高效、高精方向升级,磨削液配方也持续优化,不断提升抗杂油、抗硬水、长寿命、环保易处理等性能,以满足现代精密磨削的高质量要求。
铜及铜合金的物理与化学特性,决定其切削液需建立专项评估与筛选体系。铜材加工典型的问题是氧化变色、腐蚀、发黑,因此切削液必须通过严格的材料相容性测试。评估体系优先关注 pH 值稳定性,中性至弱碱性区间更有利于保护铜材表面光洁度,避免腐蚀与变色。润滑性能需结合实际加工工况验证,在精车、铣削、攻丝等精密加工中,通过表面粗糙度、刀具磨损、毛刺情况综合评价。防锈性能不只要满足加工过程保护,还需覆盖工序间存放周期,对多工序流转的铜制零部件尤为重要。同时,切削液需与机床金属部件、密封件、油漆等具备良好兼容性,避免造成设备腐蚀与老化。现场试用是直接有效的验证方式,重点观察工件变色、切削液使用寿命、泡沫、气味、过滤性等指标。专业供应商通常可根据铜材牌号、加工工艺、车间环境等提供定制化评估与匹配方案,提升选型准确性与使用效果。切削液价格受基础油、添加剂及包装影响,全合成单价高但寿命长综合优,难加工材料液成本高需综合评。

环保型切削液的选用需要在法规合规、使用性能与综合成本之间实现高效平衡。随着国内环保管控日趋严格,政策对切削液中的有害物质限制、废液排放指标、生物安全性等提出明确要求,因此企业在选型时应优先选择无氯、无重金属、无亚硝酸盐的环保配方体系。环保型切削液通常具备更好的生物稳定性,能够降低废液处理负荷与处理成本,同时不会因追求合规而失去加工效率,仍然保持良好的润滑、冷却、防锈与清洗性能。科学选用环保切削液,应当建立全生命周期成本评估模型,综合考量采购成本、换液频率、刀具损耗、废液处理费用、停机维护时间等隐性支出。企业与供应商共建切削液管理体系,通过定期监测浓度、pH 值、细菌含量,优化补液策略,可延长使用寿命、降低整体消耗。广州市方川润滑科技有限公司的环保切削液系列符合主流环保认证,采用分子吸附防锈技术,减少有害添加剂使用,同时为客户提供废液减量化方案,兼顾环境效益与经济效益,并可协助企业完成环保备案相关工作。Q235 低碳钢选型平衡性能成本,方川润滑多款产品适配,规避低价产品环保与损耗风险。车床切削液加工中心
合金加工需针对性配方与完善标准,通过工况验证防不良反应,严格控制原料与极压添加剂配比确保稳定。车床切削液加工中心
制造领域对切削液的选择有严格标准,纯油性切削液凭借其独特的性能优势,成为合金部件加工的产品。在航空航天、装备制造等领域,起落架、叶片、精密齿轮等合金材料加工中,纯油性切削液展现出优异的极压润滑性能,能够承受巨大的切削压力与高温,在刀具与工件接触界面形成润滑膜,有效保护刀具、延长刀具寿命,减少工件表面缺陷。这类合金材料强度、硬度极高,加工过程中产生大量热量,纯油性切削液的高沸点特性,可确保其在高温环境下不裂解、不失效,保持稳定的润滑与极压性能。同时,纯油性切削液的低挥发性,可减少车间内油雾产生,改善工作环境,保障操作人员职业健康。在结构件加工中,纯油性切削液还能为工件提供良好的防锈保护,避免精密零件在加工周期内发生腐蚀、氧化。现代制造对环保要求日益严格,广州市方川润滑科技有限公司作为行业标准参与单位,其纯油性切削液在保证关键性能的同时符合环保法规,为制造企业提供可靠的加工配套方案。车床切削液加工中心
广州市方川润滑科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来广州市方川润滑科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!


- 福建长效脱模剂配方 2026-05-25
- 不锈钢轧钢管切削液哪种好 2026-05-25
- 广东水乙二醇型难燃液压油 2026-05-25
- 上海氟素脱模剂批发 2026-05-24
- 重庆成膜剂在硬膜中防锈油厂家直销 2026-05-24
- 环氧树脂硬膜防锈油太原 2026-05-24
- 丙烯酸树脂硬膜防锈油乳化 2026-05-24
- 湖南锌合金脱模剂采购 2026-05-24



- 01 太原低温装配箱技术
- 02 常州制药行业洁净管道品牌
- 03 河北使用真空冷冻干燥设备怎么用
- 04 广东智能AI检测机厂商
- 05 河北田螺捕捞船口碑推荐
- 06 宿迁80公斤生物质蒸汽发生器
- 07 南京沉淀池搅拌设备电话
- 08 浙江大学还书机定制
- 09 江西KF50空调
- 10 二维码打标机