江苏纸张淋膜机厂家
关键词: 江苏纸张淋膜机厂家 淋膜机

 2026.06.08
2026.06.08
文章来源:
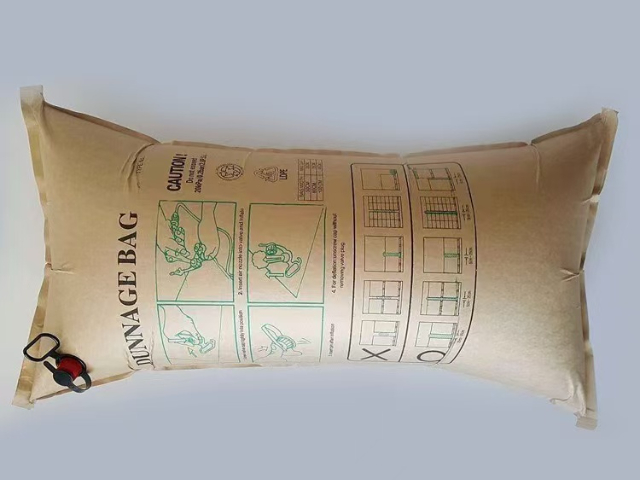
单面纸张淋膜的优势分析
单面纸张淋膜复合机在特定应用场景中具有多项优势。设备投资方面,由于只需一套挤出与复合单元,单面机型的制造成本与采购价格明显低于双面机型,适合中小规模企业或产品线较为单一的生产场景。运行效率上,单面淋膜省去了二次涂覆的工序,生产线长度较短,穿膜路径简洁,换卷与清洗模头的操作时间减少,有利于提高单位时间的产出。材料消耗方面,单面淋膜只在一侧涂覆树脂,克重通常控制在8-20g/m²,相比双面淋膜节省了约40-60%的树脂用量,降低了原材料成本。此外,单面淋膜纸张保留了另一侧纸张的天然纤维质感,便于后续的印刷、涂胶或粘合加工,对于需要保持纸张外观或进行二次加工的产品具有实际意义。 耐磨密封组件提升挤出设备密封性,防止原料泄漏与粉尘污染。江苏纸张淋膜机厂家

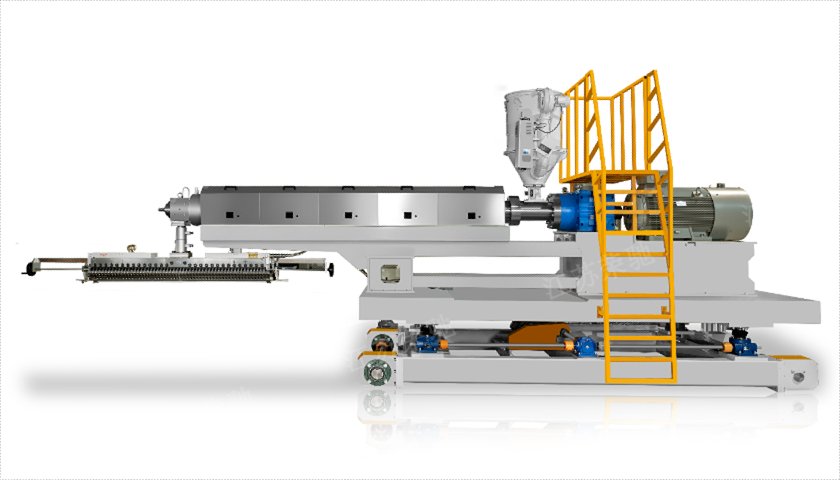
塑料挤出包装成套设备以单 / 双螺杆挤出机为主要,集成塑化、成型、复合、分切、收卷与自动包装单元,是食品、日化、医药、工业包装的主要装备。设备适配 PE、PP、PET、PVC、EVA ,通过流延、吹膜、片材挤出、淋膜复合等工艺,连续生产高阻隔膜、热封膜、保鲜膜、包装片材与复合基材。整机采用 PLC 集中控制与 PID 精细温控,配合在线测厚、自动张力与无粘胶收卷技术,实现厚度偏差 ±1% 以内、线速比较高 300m/min 稳定运行。从原料上料至成品打包全流程自动化,大幅减少人工干预,兼顾高产能与高合格率,是现代包装产业链降本增效的关键装备。无锡镀铝膜淋膜机厂家塑料挤出包装设备不断升级迭代,向高速、智能、高效方向发展。

单面淋膜纸张的质量控制要点
单面纸张淋膜产品的质量控制涉及多个检测项目。淋膜层克重是基本指标,常用目标范围为8-20g/m²,偏差需控制在±1.5g/m²以内,采用在线X射线或红外测厚仪进行连续监测。剥离强度反映淋膜层与纸张的结合牢固程度,通常要求不低于1.2N/15mm,测试方法为将淋膜层与纸张剥离并记录极限力值。纸张卷曲度是单面淋膜特有的质量问题,由于淋膜层与纸张的收缩率差异,成品可能向淋膜面卷曲,检测时将样品平放于台面测量四角翘起高度,合格产品卷曲度应不大于5mm/m。此外,还需检测淋膜层表面的润湿张力(通常要求38达因/厘米以上)以保证后续印刷或热封性能。生产过程中应定期取样进行上述检测,并根据检测结果调整淋膜温度、压辊压力及冷却条件,确保产品批次间的一致性。
双面淋膜时的树脂选择与分配策略
双面纸张淋膜常用的树脂包括低密度聚乙烯(LDPE)、聚乙烯与生物基树脂的共混物,以及具有热封功能的共聚物。在实际生产中,两面涂层往往承担不同功能:与食品接触的一面需要良好的阻隔性与安全性,而背面可能侧重于防潮、印刷适性或热封强度。因此,双面淋膜复合机通常允许两台挤出机使用相同或不同的树脂配方。例如,正面采用带有抗粘连母料的LDPE以满足印刷与阻隔要求,背面则选用纯LDPE以控制成本。分配策略上,操作人员可根据纸张克重、用途及成本预算,分别设定两面的涂布克重(常见范围为8-25g/m²)。需要注意的是,当两面树脂种类差异较大时(如熔点不同),需调整各挤出机料筒温度、模头加热区设置以及冷却辊表面温度,避免纸张两面收缩率不一致引起翘曲。合理的树脂选择与分配方案,有助于在满足性能的前提下优化材料使用效率。 包装膜在线测厚系统实时监控厚度,及时调整保证产品质量稳定。

张力分区控制与BOPET拉伸敏感性
BOPET膜虽然拉伸强度较高,但其弹性模量较大,对张力的敏感度明显。在挤出淋膜复合过程中,BOPET需要经过放卷、电晕处理、淋膜复合、冷却定型、收卷等多个工位,每个工位的张力状态都会影响成品的平整度与尺寸稳定性。BOPET膜专用复合机通常采用分区张力控制系统,将设备划分为放卷区、复合区、收卷区三个张力闭环区域。放卷区采用低张力启动与渐增张力模式,防止薄膜在启动瞬间被拉断或产生拉伸变形;复合区张力需与冷却辊驱动速度精确匹配,保证熔融树脂在BOPET表面的涂布宽度一致;收卷区则采用锥度张力控制,随卷径增大逐步降低张力,避免成品卷内部产生挤压皱褶或管芯变形。张力传感器通常选用高精度应变片式或气浮式传感器,响应时间在50毫秒以内。通过分区张力管理,能够有效减少BOPET在淋膜过程中的颈缩现象。 双螺杆挤出机塑化均匀,适合高填充改性材料与包装基材挤出。江苏挤出淋膜机生产厂家
绿色节能挤出技术助力包装企业实现低碳生产与可持续发展。江苏纸张淋膜机厂家
编织袋淋膜中的张力分区控制策略
编织袋淋膜生产线涉及放卷、复合、冷却、牵引、收卷等多个工位,每个工位的张力状态都会影响成品质量。编织布本身具有一定的拉伸延伸性,尤其在加热条件下伸长率增加,若张力控制不当,可能导致编织布拉伸变形、扁丝间距扩大或淋膜后收缩不均。卷筒编织袋挤出淋膜复合机通常采用三区或四区张力控制系统:放卷区采用恒张力控制,磁粉制动器根据卷径变化自动调节制动力矩,防止编织布在启动或高速运行时产生冲击性张力波动;复合区张力由主牵引电机与冷却辊速度差调节,该区域的张力稳定性直接影响淋膜层厚度的均匀性;收卷区采用锥度张力控制,随卷径增大逐步降低张力,避免成品卷内部挤压变形或端面不齐。各张力区的传感器信号经PLC处理后驱动伺服电机或变频电机,形成闭环调节,响应时间通常控制在200毫秒以内。 江苏纸张淋膜机厂家
江苏荣驰智能装备科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来江苏荣驰智能装备科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!



- 泰州淋膜机哪家好 2026-06-09
- 南京塑编袋淋膜机视频 2026-06-09
- BOPET膜专用挤出淋膜机报价 2026-06-09
- 杭州单面纸杯纸挤出淋膜机价格 2026-06-09
- 上海单面纸杯纸挤出淋膜机价格 2026-06-09
- 浙江塑料挤出机生产厂家 2026-06-09
- 江苏纸张淋膜机厂家 2026-06-08
- 杭州挤出机排名 2026-06-08



- 01 茂名五金车床件摞丝锐槽铣扁钻孔机加工电配五金价格多少
- 02 上海立式炉扩散炉
- 03 广西可移动工作台按需定制
- 04 广东低噪音恒湿净化一体机
- 05 石嘴山农副产品加工带式烘干设备费用是多少
- 06 贵州高精密静压主轴源头厂家
- 07 佛山锻造涂料喷涂机使用方法
- 08 上海低温SCR脱硝系统技术
- 09 河北超声波数控机床供应
- 10 河北工业生产型分子蒸馏