铂铱合金等离子电极采购方案
关键词: 铂铱合金等离子电极采购方案 医用等离子电极刀铂铱电极

 2026.06.13
2026.06.13
文章来源:
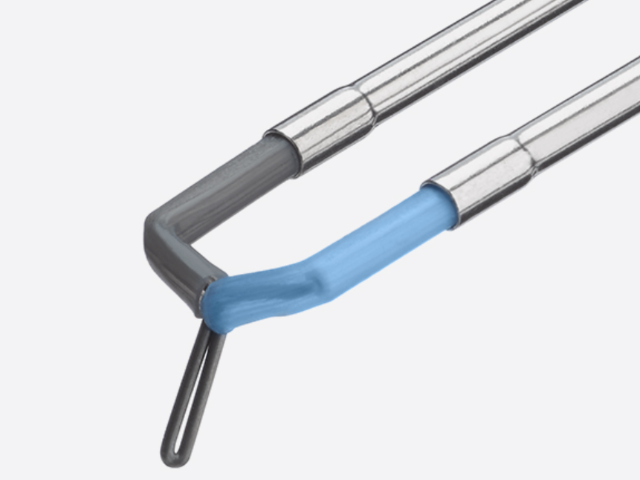
等离子刀电极尖头处的尺寸规格直接决定消融通道的宽度、消融效率和目标组织的精确性,是产品设计中**重要的几何参数。不同临床应用对尖头处尺寸的需求差异极大:耳鼻喉科鼻甲消融用的电极尖头处直径通常在0.4mm至0.8mm之间,长度3mm至5mm,细小的尖头处提供精确的消融控制,适合鼻甲黏膜下组织的选择性消融;骨科椎间盘消融用的电极尖头处直径稍大(0.8mm至1.2mm),需要更长的有效消融长度(5mm至10mm)以覆盖椎间盘髓核的消融范围;泌尿外科前列腺消融的电极则可能需要更大的消融半径,电极尖头处或刀头面积相应增大。在一次性耗材设计中,尖头处尺寸的公差通常控制在±0.05mm以保证批内一致性——过大的正公差会导致消融效果超出预期范围(如打孔过大导致出血增加),过大的负公差则使消融效率低下甚至无法有效消融组织。对于可重复使用电极,尖头处的磨损消耗后尺寸会逐渐偏离初始规格,需要规定最大允许磨损量作为使用寿命的判断依据,临床上通常以消融效率明显下降(如消融时间延长50%以上)作为更换指征。公司材料焊接实验中心,测试铂铱电极焊接性能。铂铱合金等离子电极采购方案
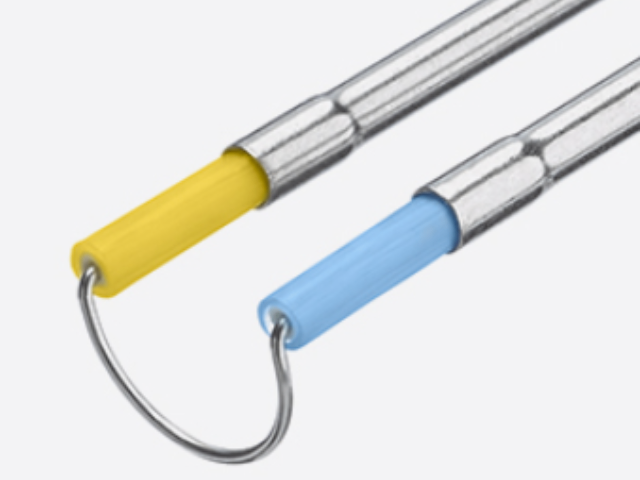
等离子刀电极放电性能的准确测试是质量控制和产品设计验证的基础,需要在模拟手术条件的实验环境中进行。放电性能测试的重点参数包括起弧电压、维持电压、等离子鞘层形态和消融效率。起弧电压测试使用稳压直流电源和高速示波器,测量从施加功率到等离子弧建立的时间(通常<1ms)和所需电压幅值,测量中电极尖头处浸没于模拟生理盐水(0.9% NaCl溶液)或0.25%透明质酸钠凝胶(模拟软组织电阻特性)中。维持电压的测试则在连续消融过程中实时记录电压波形,关注波形的平稳度和峰值。消融效率测试通常使用标准化的组织模型——牛肝或猪肌肉是**常用的模拟组织,其含水量和电阻特性接近人体软组织。消融体积的测量方法包括:组织切片后用卡尺测量消融通道直径和深度,或使用3D光学扫描仪获取消融坑洞的精确三维轮廓。等效消融体积除以消融时间即为消融速率(mm³/s),这是不同品牌电极进行性能对比的定量指标。此外,放电稳定性测试需要在连续激发条件下(模拟实际手术中的反复***开关动作)监测阻抗和电压的变异系数(CV),CV值越低说明放电特性越稳定。UPPP 手术等离子电极铂铱加工医用等离子电极刀铂铱电极经专业材料检测合格后出厂。
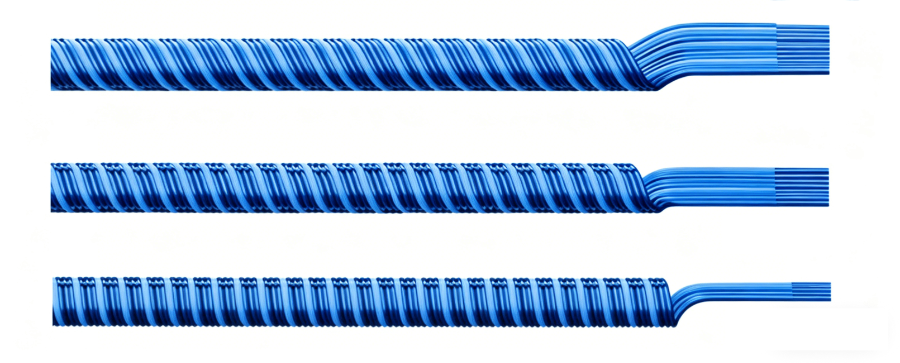
消化内镜中的等离子刀电极主要用于内镜黏膜下剥离术(ESD)的辅助切开和消化道早期*的内镜下切除。ESD是一种技术难度较高的消化内镜***手段,要求在内镜下一次性完整切除黏膜层甚至黏膜下层的早期病变,避免分块切除导致的病理学分期不准确和复发率增加。ESD术中需要沿病变边缘精确切开黏膜,建立黏膜下层剥离平面,铂铱合金精细切割电极在此过程中发挥关键作用——其细尖设计和稳定的放电特性使得沿预定切割线的精确分离成为可能。消化道内镜操作的特殊性在于工作空间狭小、视野受限且需要经口或经肛进入深部消化道,电极轴身必须足够细长且具有良好的可弯曲性以顺应消化道走形。一次性使用设计在内镜器械中是强制要求——消化道内镜器械无法进行高温高压灭菌,只能使用一次性产品或进行液体化学灭菌(如戊二醛浸泡),后者对金属电极的相容性较差。铂铱合金电极与一次性包装灭菌(环氧乙烷)的兼容性使其成为内镜ESD器械的理想材料方案。
等离子刀电极的电气使用寿命通常以"消融剂量"(以焦耳J或瓦特秒W·s计量)或"激发次数"来标称,准确评估额定使用寿命是产品设计和注册申报的重要内容。直接法是**诚实的评估方式——将电极样品在额定的最大功率条件下反复进行消融激发,直到性能衰减至规定阈值(如消融效率下降30%、维持电压增幅超过初始值20%、或尖头处直径变化超过初始值±10%),记录此时的累计消融剂量或激发次数。这种方法耗时长(可能需要数千次激发,耗时数周),但结果**为可靠。加速老化法通过提高消融功率(超规格功率100%至150%)来加速性能衰减,将加速后的失效数据用阿伦尼乌斯-惠特尼等模型换算至额定功率条件下的等效寿命,但加速因子的确定需要经过验证以确保加速失效模式与正常使用失效模式一致。使用寿命的批次验证应覆盖至少3个生产批次,以排除批次间差异对使用寿命评估的影响。对于一次性使用电极,制造商需要保证产品在标称有效期内(通常1至3年,以加速老化数据推算)的使用性能不低于出厂规格要求,因此货架寿命验证(加速老化+实时老化数据结合)是使用可靠性保证的组成部分。医用等离子电极刀铂铱电极符合医疗器材加工标准。
等离子刀电极的使用寿命涉及两个维度:电气使用寿命(以消融剂量或激发时长计量)和机械使用寿命(以灭菌循环次数计量),两者共同决定了器械的整体可用周期。电气使用寿命主要受制于尖头处材料的溅射损耗——每次消融激发过程中,高能等离子粒子从电极表面剥离(溅射)微量金属原子,长期累积后尖头处直径逐渐增大(正向增值)或发生形状钝化。铂铱合金的溅射率(单位入射粒子能量对应的原子损失数)在常用射频能量范围内极低(<0.1原子/离子),在正常使用条件下,尖头处直径在额定使用寿命内的几何变化量应控制在原始尺寸的±5%以内。机械使用寿命方面,可重复使用型等离子刀电极需要耐受高温高压灭菌(134°C,2 atm,15至30分钟)的反复热冲击而不发生软化、变形或表面裂纹。铂铱合金的热膨胀系数适中(≈8.9×10⁻⁶/°C),与常见的手柄金属部件(不锈钢≈16×10⁻⁶/°C,钛≈9×10⁻⁶/°C)之间的热失配在可接受范围内,灭菌热循环不会在焊接或连接界面引入过大的热应力。部分一次性使用电极的设计则更侧重于保证刚开始使用的性能颠峰状态和100%无菌保证,不重点关注材料的利用率但简化了质量管理体系。产学研深度合作,推动铂铱电极技术革新升级。UPPP 手术等离子电极铂铱加工
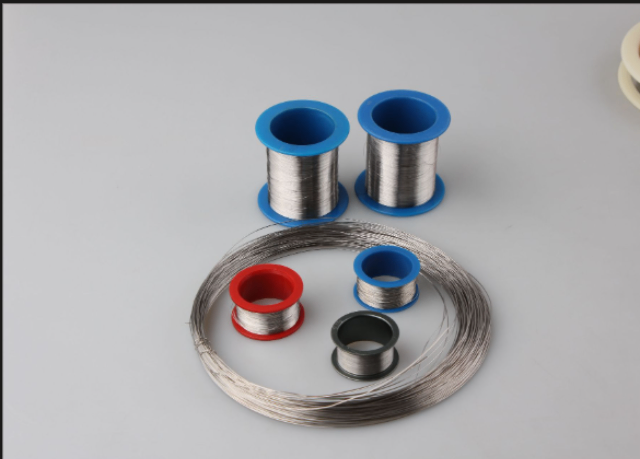
公司金属冶炼技术,保障铂铱合金原料的纯度。铂铱合金等离子电极采购方案
等离子刀电极中铂铱合金的配比设计是在导电性、耐溅射性、机械强度和加工成本之间寻求平衡的过程。不同临床应用场景对电极性能的需求存在差异,手术器械工程师通过调整合金配比来适应不同需求。在消融功率较高(如椎间盘等离子消融,功率可达200W至300W峰值)和电极尖头处正向温度较高(可达300°C至500°C)的应用中,通常选用铱含量偏高的配方(如85Pt/15Ir),以获得更好的耐高温和抗溅射性能。而在强调放电稳定性和降低组织碳化风险的精细切割应用中(如耳鼻喉软组织消融,功率通常控制在50W至100W),铱含量适中的配方(如90Pt/10Ir)更为适合,过高的铱含量反而可能因合金表面状态不均匀导致放电不稳定。需要指出的是,合金配比的变化对电极的生物相容性和化学稳定性影响极小——铂和铱在生物惰性方面几乎等价,关键的工程差异主要体现在物理机械性能层面。此外,铂铱合金的成分均匀性也是影响电极性能的重要因素——偏析组织(成分分布不均匀的区域)在放电过程中容易成为局部热点,加速局部损伤,因此真空熔炼工艺是保证成分均匀性的首先选择的生产方式。铂铱合金等离子电极采购方案
汕尾市栢科金属表面处理有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的电子元器件行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**汕尾市栢科金属表面处供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!



- 氧化锆陶瓷磁控溅射铂本地采购 2026-06-13
- 耳鼻喉科等离子电极铂铱材料加工服务 2026-06-12
- 氧化锆陶瓷磁控溅射铂现货可长期合作 2026-06-12
- 钛材镀铂镀层耐磨性测试 2026-06-12
- 钛材镀铂精益化生产厂家 2026-06-12
- 氧化锆陶瓷磁控溅射铂团购价 2026-06-12
- 脑电极导丝不锈钢导丝采购 2026-06-11
- 襄阳医用吸气剂厂家 2026-06-11




- 01 福建FPC软板柔性电路板
- 02 河南乐星框架断路器价格
- 03 杭州直通式网络支架价位
- 04 甘肃礼堂消防设施
- 05 江苏平衡传感器哪家好
- 06 重庆垂直电极硅电容品牌
- 07 国内特殊工艺PCB板中小批量
- 08 武汉150m遥测仪厂家直销
- 09 江苏6G通信国产硅电容性能参数
- 10 深圳39012040端子抗腐蚀款