武汉阀套珩磨油石联系方式
关键词: 武汉阀套珩磨油石联系方式 珩磨油石

 2026.06.13
2026.06.13
文章来源:
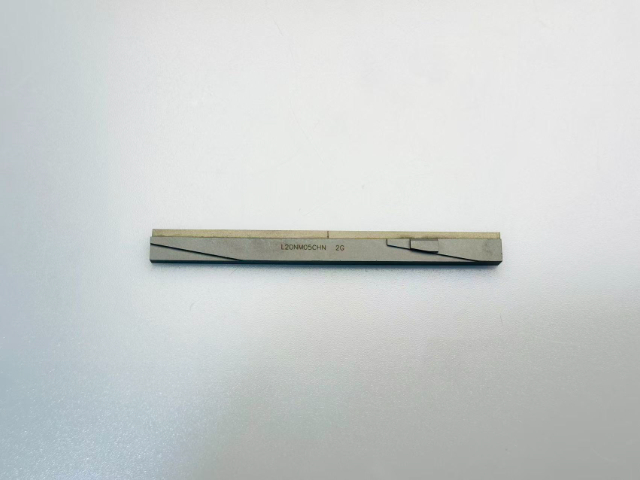
珩磨加工中,油石易出现磨损过快、堵塞、断裂、加工表面质量差等问题,需针对性分析并解决。油石磨损过快:原因可能是磨料选型错误(如用刚玉加工硬质合金)、结合剂过软、压力过大、速度过快;解决方案是更换适配磨料与结合剂,降低压力与速度。油石堵塞:多因冷却液流量不足、压力过低、气孔率过小、加工材料粘性大(如铝合金);解决方案是增大冷却液流量与压力,选用高气孔率油石,添加专门切削添加剂。油石断裂:主要是安装不当(受力不均)、碰撞、烧结缺陷导致;解决方案是规范安装,避免碰撞,选用质量稳定的油石产品。加工表面粗糙度差:可能是油石粒度过粗、自锐性差、压力过大、冷却液润滑不足;解决方案是更换细粒度油石,及时修整,降低压力,优化冷却液配方。网纹不均匀:由往复行程不当、速度比失调、油石跳动大引起;解决方案是调整往复行程与速度比,校准珩磨头跳动。及时排查问题、精确解决,是保证珩磨加工稳定高效的关键。专门用于深孔珩磨油石长度充足,磨削均匀,保证长孔全程精度一致无锥度。武汉阀套珩磨油石联系方式

珩磨油石的选型需综合考虑工件材质、加工精度、加工阶段、设备参数与成本等因素,遵循 “匹配性、适用性、经济性” 三大原则,才能实现理想加工效果。首先,匹配工件材质是关键,黑色金属(碳钢、合金钢、淬硬钢)优先选择氧化铝或 CBN 油石,有色金属(铝合金、铜合金)优先选择碳化硅油石,高硬度脆性材料(硬质合金、陶瓷、玻璃)优先选择金刚石油石,避免磨料与工件发生化学反应或粘屑。其次,匹配加工精度与阶段,粗加工去余量选择粗粒度油石,半精加工选择中粒度油石,精加工与超精加工选择细粒度或超细粒度油石,保证加工效率与表面质量的平衡。再次,匹配设备参数,珩磨设备的转速、往复速度、进给量与压力,需与油石的切削性能适配,如高速珩磨选择耐热性好的陶瓷结合剂油石,低速精密珩磨选择弹性好的树脂结合剂油石。此外,还需考虑油石的寿命、自锐性、散热性与修整性,以及采购成本与加工成本的综合性价比,如高级超硬磨料油石虽采购成本高,但寿命长、加工质量优,综合成本反而更低。选型时可参考油石厂家的选型指南,或通过小批量试磨优化参数,确保油石与加工需求完美匹配。深圳长径比内孔珩磨油石生产厂家珩磨油石对铸铁材料适应性强,磨削效率高,不易堵塞,适合大批量生产。
结合剂是连接磨料颗粒的 “骨架”,直接影响油石的强度、自锐性、耐热性与使用寿命,主流类型包括陶瓷、树脂、金属三大类。陶瓷结合剂(V) 应用范围广,由黏土、长石等经高温烧结而成,具有耐热、耐腐蚀、形状保持性好、自锐性稳定的特点,适合中高速、大余量珩磨,是汽车、通用机械领域的标准配置。树脂结合剂(B) 以酚醛树脂为主体,弹性好、抛光性能优异,磨削温度低,主要用于精珩与超精珩工序,可获得 Ra<0.1μm 的镜面效果,常用于液压阀芯、精密轴承的终加工。金属结合剂(QT) 以青铜、钴基、铁基合金为主,通过烧结或电镀工艺将磨料牢固把持,强度极高、耐磨性极强,寿命是普通结合剂的 5–10 倍,适配超硬磨料(金刚石、CBN),专门于硬质合金、淬硬钢等难加工材料,在航空航天、模具制造领域不可或缺。不同结合剂的选择需平衡加工效率、表面质量与成本,粗珩选陶瓷,精珩选树脂,超硬材料加工必选金属结合剂。
珩磨加工质量不仅取决于油石性能,更与工艺参数(速度、压力、往复行程、冷却液)密切相关,需实现油石与设备的协同优化。切削速度 包括圆周速度与往复速度,圆周速度:加工钢材 15–30m/min,铸铁、有色金属可达 50m/min 以上;往复速度不宜超过 15–20m/min,速度过快易导致油石过热、磨损加剧,过慢则效率低下。油石压力 是关键参数,粗珩 0.5–1.0MPa,保证材料去除率;半精珩 0.3–0.5MPa,平衡效率与精度;精珩 < 0.1MPa,确保表面质量与网纹均匀。往复行程 需覆盖工件孔全长,且两端重叠 10–15mm,避免孔口喇叭;交叉网纹角度由圆周速度与往复速度比值决定,通常控制在 30°–60°,45° 为理想,需通过参数精确调节。冷却液 采用煤油、锭子油或极压乳化液,需具备良好的润滑、冷却、排屑性能,压力 0.2–0.5MPa,流量充足,及时冲刷切屑,防止油石堵塞与工件热变形。工艺参数需根据油石类型、加工材料、精度要求动态调整,实现 “油石适配工艺,工艺服务质量” 的目标。高浓度珩磨油石切削效率更高,在强度连续生产中表现更加稳定可靠。
珩磨油石与珩磨液的协同作用:提升加工效能的关键 珩磨液是珩磨加工的重要辅助介质,与珩磨油石的协同配合,直接影响加工效率、表面质量与油石寿命,二者的适配性是精密加工的关键保障。珩磨液的关键作用的是润滑、冷却、排屑与防锈,不同类型的珩磨油石,需搭配对应的珩磨液,才能发挥理想性能。陶瓷结合剂油石硬度高、切削力大,需搭配极压乳化液,其含有的极压添加剂可在油石与工件接触面形成润滑膜,减少摩擦磨损,同时良好的冷却性能可降低磨削温度,避免油石过热开裂。树脂结合剂油石抛光性能优异,适合精珩加工,需搭配煤油或锭子油类的油性珩磨液,减少切削阻力,提升表面光洁度,避免乳化液中的水分影响抛光效果。超硬CBN与金刚石油石,需搭配专门合成珩磨液,其具有良好的润滑性与冷却性,可防止磨料钝化,同时具备抗腐蚀性能,保护超硬磨料不被氧化,延长油石寿命。此外,珩磨液的粘度、清洁度也需与油石粒度、加工材料匹配,粗珩选用高粘度珩磨液,利于排屑;精珩选用低粘度珩磨液,提升表面质量,定期更换珩磨液,可避免切屑堆积堵塞油石,进一步优化油石与珩磨液的协同效果。珩磨油石适配多种珩磨设备,安装简便,通用性强,满足不同批量生产需求。安徽小孔珩磨油石哪里买
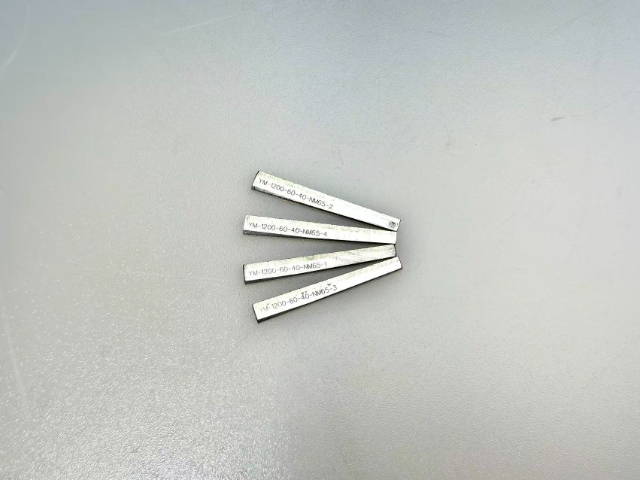
珩磨油石采用均匀磨粒排布,可有效减少工件表面振纹,提升内孔光洁度。武汉阀套珩磨油石联系方式
珩磨油石(Honing Stone)是珩磨工艺中不可或缺的关键磨削工具,它由磨料、结合剂和气孔按特定比例混合,经高压成型和高温烧结制成的条形固结磨具。在精密制造领域,珩磨油石被形象地称为“内孔加工的灵魂”,因为它安装在珩磨头上,通过旋转与往复的复合运动,对工件内孔表面进行微量磨削,能够达到其他加工方式难以企及的微米级精度。与普通磨刀石不同,珩磨油石的配方和结构经过精密设计,其三大构成要素——磨料、结合剂和粒度——共同决定了油石的切削性能、使用寿命和加工质量。在现代制造业中,从汽车发动机的气缸孔到航空航天液压系统的作动筒,从工程机械的油缸到精密仪器的阀体,珩磨油石都扮演着不可替代的角色。它不仅是实现高精度加工的工具,更是保证产品可靠性、耐用性和性能的关键因素。武汉阀套珩磨油石联系方式
宁波伊弗迅机械有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,宁波伊弗迅机械供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!




- 辽宁阀套珩磨油石生产厂家 2026-06-12
- 湖北摩托车零件珩磨油石设备价钱 2026-06-12
- 河北液压件珩磨杆批发价格 2026-06-12
- 绍兴恒温加工珩磨油石设备价钱 2026-06-12
- 安徽摩托车零件珩磨夹具厂家报价 2026-06-12
- 山东家电零件珩磨杆服务电话 2026-06-12
- 辽宁通孔珩磨杆厂家报价 2026-06-11
- 哈尔滨小孔珩磨夹具批发价格 2026-06-11



- 01 无锡牛奶不锈钢罐多少钱
- 02 山西汽车零部件碳氢真空清洗机价格对比
- 03 江苏连续涂覆机价格
- 04 内蒙古本地精密电解大概多少钱
- 05 佛山易撕线激光切线机厂家电话
- 06 上海机床静压主轴批发
- 07 山东老面包子机
- 08 汕头汽车照明五金车床机加工零配件电配五金参考价格
- 09 吉林医用一次性止血带源头厂家
- 10 海南大功率超声波焊接机多少钱